송풍기
송풍기 설치, 운전 및 보수 요령서.
1. 본 설명서는 본 장치를 취급하는 기술자에게 정확한 운전, 보수 취급방법을 이해시키기 위한 것입니다. 따라서 취급자는 본 설명서를 숙독하여 완전히 이해한 후 본 장치를 취급 하시기 바랍니다.
2. 본 설명서는 운전 보수 상에 일어날 수 있는 문제점을 되도록 망라하였으나. 우발적인 문제 혹은 예측불허의 사고 등에 대해서는 수록되어 있지 않습니다.
따라서 문제점 혹은 불명확한 문제점이 있으면 폐사에 문의하여 주십시오.
3. 본 설명서에 규정되어 있는 제한치를 준수하여 무리한 취급을 피하고 정확한 점검으로 사고를 미연에 방지할 수 있도록 하여 주십시오
4. 본 설명서는 운전 및 보수 취급방법을 이해시키기 위한 것입니다. 따라서 취급자는 본 설명서를 숙독하여 완전히 이해한 후 본 장치를 취급하시기 바랍니다.
5. 운전불능, 고장 등의 사고가 발생한 경우에는 즉시 아래의 요령대로 연락하여 주시기 바 랍니다.
1) 사고가 발생한 부품명 및 부위
2) 이상상태의 내용과 사고 발생 전/후 상세내역
3) 연락처 : 경기도 시흥시 정왕동 879-610
전화 : T,031-498-8787 F,031-498-4287
6. 본 설명서에 기재된 사항은 폐사가 지금까지의 얻은 지식과 경험을 기준으로 하고 있어 설명서 발행시점에 있어서 가장 우수한 판단기준을 수록하였습니다.
운전준비, 운전조작, 점검, 보수, 안전 등에 대하여 본 취급설명서에 수록되어 있는점이 완 전하게 실행되지 않아 발생한 사항에 대하여 전적으로 본인의 책임임을 양지하여 주시기 바랍니다.
보다 중요한 것은 항상 안전작업을 취우선으로 생각하시고 쾌적한 작업환경, 희망찬 보람 의 터전이 되길 바랍니다.
목 차
1. 개 요 ................................................................................................. 3
2. 반 입 ................................................................................................. 3
2. 1 대 조 ........................................................................................... 3
2. 2 하 역 ........................................................................................... 3
2. 3 보 관 ........................................................................................... 3
2. 4 맞춤 마크 ........................................................................................ 3
2. 4. 1 CASING 맟춤 마크 ..................................................................... 4
2. 4. 2 CASING .................................................................................... 4
2. 4. 3 DAMPER ................................................................................... 4
2. 4. 4 BEARING HOUSING ................................................................... 4
3. 설 치 .................................................................................................. 5
3. 1 설치전 준비 ...................................................................................... 5
3. 1. 1 기초 치수의 확인 ....................................................................... 5
3. 1. 2 기초 조정 .................................................................................. 5
3. 2 현장 조립 및 설치 ............................................................................. 5
3. 2. 1 편지지형 .................................................................................... 6
3. 2. 2 양지지형 .................................................................................... 6
3. 2. 3 고온 송풍기의 설치 ..................................................................... 8
3. 2. 4 BEARING 조정 및 BEARING HOUSING의 위치 설정 ....................... 9
3. 2. 5 CASING의 조립과 조정 ............................................................... 10
3. 2. 6 기초 BOLT의 묻음과 재조정 ........................................................ 11
3. 3 DUCT 연결과 CASING INSULATION .................................................... 12
4. 운 전 .................................................................................................. 13
4. 1 시운전전 검사 ................................................................................... 13
4. 2 기동후의 점검 ................................................................................... 14
4. 3 운전중의 점검 ................................................................................... 15
4. 4 정 지 ............................................................................................ 16
5. 보 수 .................................................................................................. 17
5. 1 IMPELLER ........................................................................................ 17
5. 2 구름 BEARING ................................................................................ 17
5. 2. 1 BEARING HOUSING이 상하 분할형이 아닌 경우 .......................... 18
5. 2. 2 BEARING HOUSING이 상하 분할형인 경우 .................................. 19
5. 3 METAL BEARING ............................................................................. 20
5. 3. 1 분 해 .................................................................................... 20
5. 3. 2 틈새조정 .................................................................................. 20
5. 3. 3 조 립 .................................................................................... 21
5. 4 전동장치 .......................................................................................... 21
5. 5 윤활유 ............................................................................................. 22
5. 6 DAMPER .......................................................................................... 23
1. 개 요
송풍기의 종류는 형식, 용도, 사용조건 등에 의해 다양하게 구분되지만 그 주요부분은 Casing Impeller, shaft, Bearing, Coupling, (또는 V-Pulley), Bed 및 풍량제어장치 등으로 구성되어 있습니다.
납입된 송풍기의 성능, 형식, 구성부품, 재질, Bearing의 배치, 추천 윤활제에 대해서는 조립 외형도, (또는 단면도) 와 Data sheet를 참조하여 설치에 앞서 충분히 숙지해 두어야 합니다.
본 취급 설명서는 당사 송풍기 전반에 대한 설치 및 조립, 운전, 보수요령에 대하여 설명한 것으로서 납입된 송풍기의 효과적인 운용을 위해 활용해 주십시오.
2. 반 입
2.1 대 조
송풍기가 반입되면 납품서와 현품을 대조 확인해 주십시오.
각 송풍기의 명판에는 제작번호가 각인되어 있으므로 당사로의 조회 질문 등에는 이 번호를 사용해 주십시오.
2.2 하 역
(1) 축과 조립된 Impeller를 달아 올릴 때 로프를 잘못 걸시 축에 흠집을 주지 않도록 주의하여 주십시오. 특히 >Bearing부나 기타 부품이 조립된 부분에는 절대로 로프가 직접 닿아서는 안됩니다.
(2) Impeller를 지면에 내려놓을 때는 직접 지면에 놓지 말고 침목을 넣어 받쳐 주십시오.
(3)Casing을 매달 때는 로프에 걸리는 하중이 균일하도록 주의하여 주십시오.
2.3 보관
(1) 포장된 부품은 현품 대조 후 파손이나 발청을 막기 위해 될 수 있는 대로 포장을 풀지 마십시오.
(2) 회전 부품은 가능한 옥내에 보관하시고 부득이 옥외에 보관하는 경우에는 방우처리를 완전히 해주십시오.
(3) 전장품은 반드시 옥내에 보관하여 주십시오.
2.4 맞춤 마이크
대형 송풍기는 부품이 분할 발송되므로 조립시 맞춤 마크에 유의하여 주십시오. 단, 조립상태로 발송된 경우에는 맞춤 마크가 없으므로 분해시 (예;보수기간중) 주의를 요합니다.
2.4.1 CASING 맞춤 마이크
Casing이 분할 발송되는 경우 그 각각에 上, 下 혹은 No.1 No.2등의 표시가 되어있습니다. 그리고 흡입 BOX가 있는 경우 축관통부 부근에 전동기측인가 반전동기측인가를 나타내는 ‘M', 'F' 마크를 넣고 있습니다.
2. 4. 2 CASING 흡입구
흡입구의 수직위치를 구별하기 위해 흡입구 상부에 고리를 붙이거나 ‘上’의 표시를 하고 있습니다.
2. 4. 3 DAMPER
Damper Flange면의 일부가 착색되어 있으므로 이것과 같은 색의 Casing Flange에 Damper가 연결되어야 합니다.
2. 4. 4 BEARING HOUSING
Bearing Housing이 축에 미리 조립되어 있거나 혹은 Bed에 고정되어서 납품되는 경우에는 설치 위치가 쉽게 구별되지만 별도로 납품되어 혼동의 우려가 있을 때에는 그것이 전동기측인지 반전동기측인지를 나타내는 ‘M', 'F' 마크를 Bearing Housing과 Bearing Housing Bed에 표시하고 있습니다. Metal Bearing의 경우에는 Bearing 분할 면에도 ’M', 'F' 마크를 표시합니다.
3. 설치
3.1 설치 전 준비
3.1.1 기초 치수의 확인
기초치수, 기초Blot의 위치, 부품의 배치를 조립외형도와 대조 확인해 부십시오.
3.1.2 기초조정
(1) 통상 기초 Bolt 양쪽에 Backer Plate를 배치하고 설치하므로 기초 높이에는 이 여유가 고려되어야 합니다. 또한 모르타르 그라우팅 (Mortar Grouting)으로 고정 되기 전에 미리 Backer Plate의 Leveling을 봐 두어야 합니다.
(2) Backer Plate위에는 Taper Liner (1/10~1/15)또는 Shim Liner를 넣어서 설치시 조정을 계속하게 되는데 Leveling이 끝난 후 Backer Plate 와 라이너를 용접하여 두면 운전중 Fan 진동으로 발생될 수 있는 Centering Error를 방지할 수 있습니다. 형강위에 설치되는 경우에도 상기에 준하여 시행해 주십시오.
3.2 현장조립 및 설치

조립에 앞서 Casing 내부의 이물질을 제거하고, Bearing Housing 내부에도 이물질이 들어가지 않도록 하며, 필요시 백등유 등으로 깨끗이 씻어냅니다. 만약 Bearing에 이물질이 유입되면 중대한 사고의 원인이 됩니다.
3.2.1 편지지형 (Bearing이 Impeller 한쪽에 배치되어 있는 경우)
(1) CASING의 설치
Casing이 Bearing, Motor와 함께 공통 Bed위에 이미 조립도어 납품된 경우에는 그대로 기초위에 올려놓습니다. Casing이 분할되어 있을 때는 먼저 하부 Casing을 기초 라이너 위에 올려놓는데 이때 기초 Bolt는 Casing의 Centering이 완료 될 때까지 완전 조임을 하지 않습니다.
(2) BED와 BEARING HOUSING의 설치
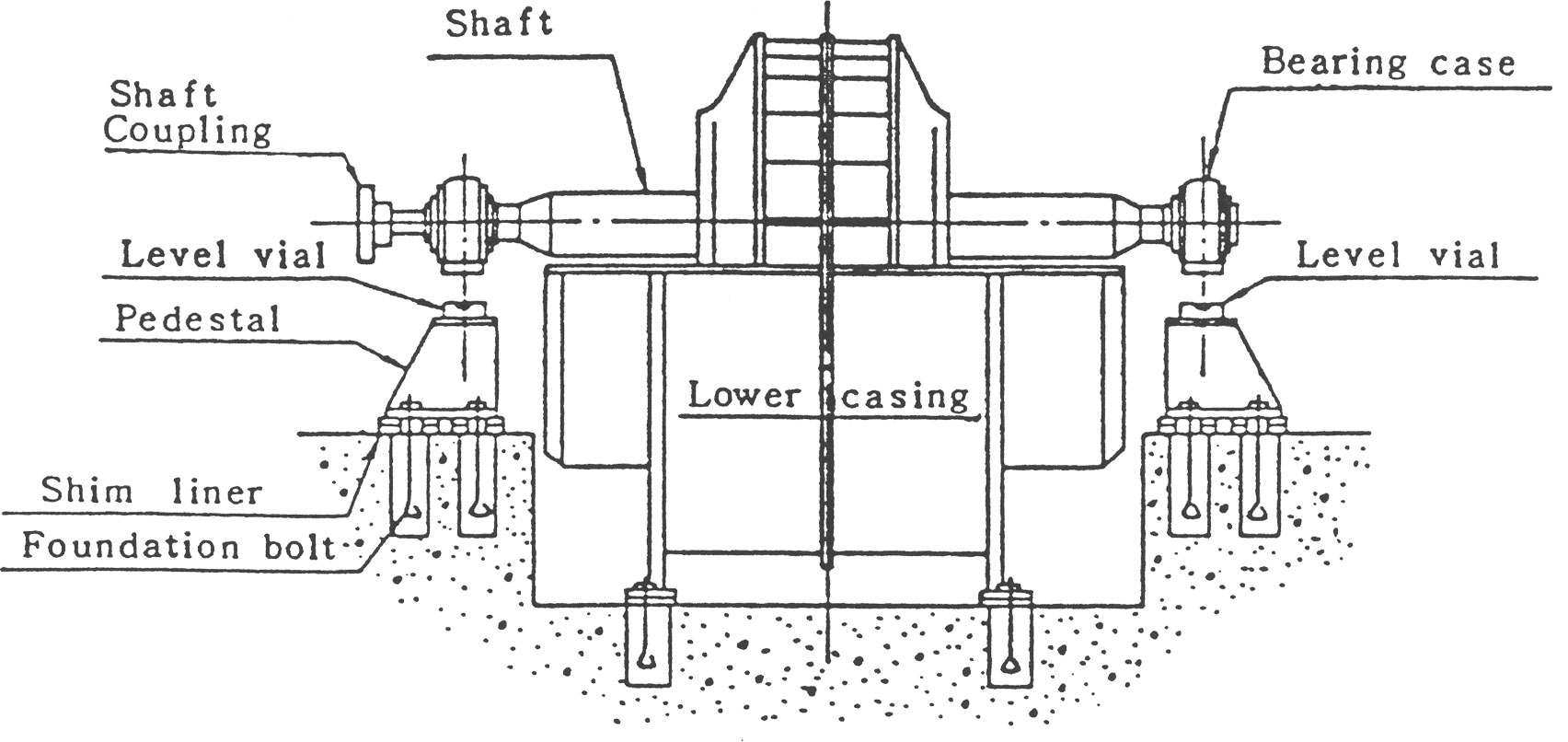
(a) Bearing Housing이 상하 분할인 경우에는 Bed와 하부 Bearing Housing의 분할면에 수준기를 놓고 Level을 조정합니다. 그 다음 Bearing이 조립된 축을 올려놓습니다.
(b) Bearing Housing이 상하 분할 형이 아닌 경우에는 Bed를 소정의 위치에 놓고 Bearing과 Bearing Housing이 모두 조립되어 있는 축을 올려놓아 Bolting합니다. 이때는 양 Bearing간의 축 부분에 수준기를 놓고 Level을 조정합니다.
(NOTE)상기의 Level 조정은 Bed 밑의 기초 라이너를 조정하거나 Bearing Housing 밑에 동판을 끼워 넣음으로써 할 수 있습니다.
3.2.2 양지지형 (Bearing이 Impeller 양쪽에 배치되어있는 경우)
(1) BED설치
Bearing Housing Bed와 Motor Bed를 소정의 위치에 가설치하고 Bed의 높이를 Transit 로써, Bearing간 거리를 줄자로써 측정 조정합니다.
(a) BEARING HOUSING이 상하 분할이 아닌 경우
Bearing Housing Bed위l에 수준기를 놓고 수평도를 가로, 세로, 대각선 방향에 대하여 측정 조정한 후 Bearing Housing Bed의 기초 Bolt를 가볍게 조여 둡니다.
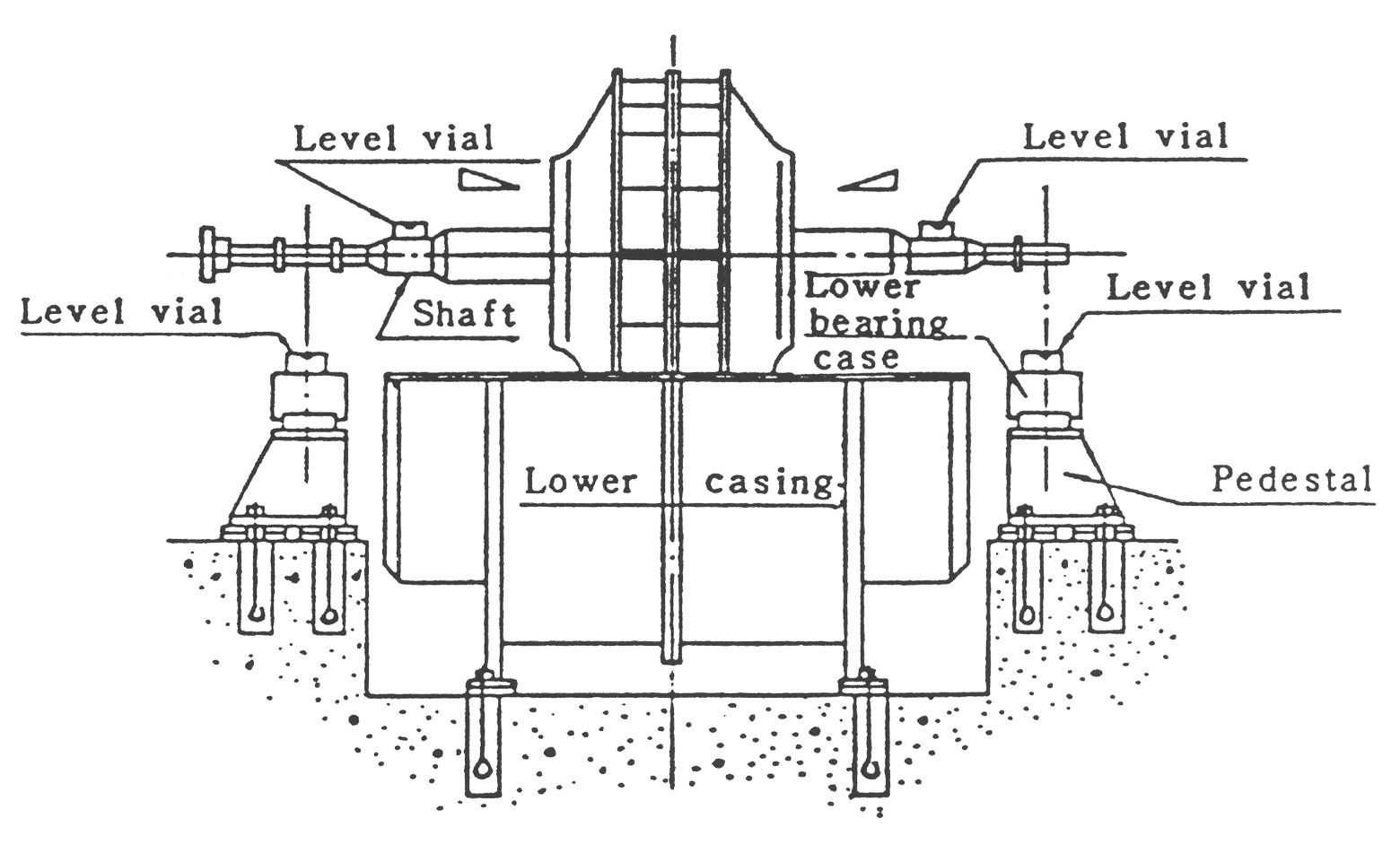
(b) BEARING HOUSING이 상하 분할형인 경우
하부 Bearing Housing을 소정의 위치에 Bolt조임하고, Bearing Housing 분할 면에 수준기를 놓아 전항과 같은 방법으로 Level을 조정한 후 기초 Bolt를 가볍게 조여 줍니다.
(2) 하부 CASING의 설치
하부 Casing을 기초 라이너위에 설치하고 기초 Bolt는 Centering이 완료 될 때까지 완전 조임을 하지 않습니다.
Casing이 Bearing, Motor와 함께 공통 Bed위에 이미 조립되어 납품된 경우에는 우선 전체적으로 Bed를 소정의 위치에 설치하고,, 전하의 (a), (b)와 같은 방법으로 Level을 조정한 후 Bed에 하부 Casing을 붙입니다.
(3) 축의 설치와 조정
Impeller가 조립되어 있는 축을 그림2 혹은 그림3의 방법으로 셋팅한 후 Motor측과 반 Motor측 축 각각의 수평부분에 수준기를 올려놓고 Bed 밑의 라이너를 이용하여 Level을 조정합니다. 이때의 기준은 다음과 같습니다.
-수준기의 좌우 구배의 차가 0.05㎜이하
-Bearing축 관통부와 축과의 틈새 차가 0.2㎜이하로 되게 합니다.
3.2.3 고온 송풍기의 설치
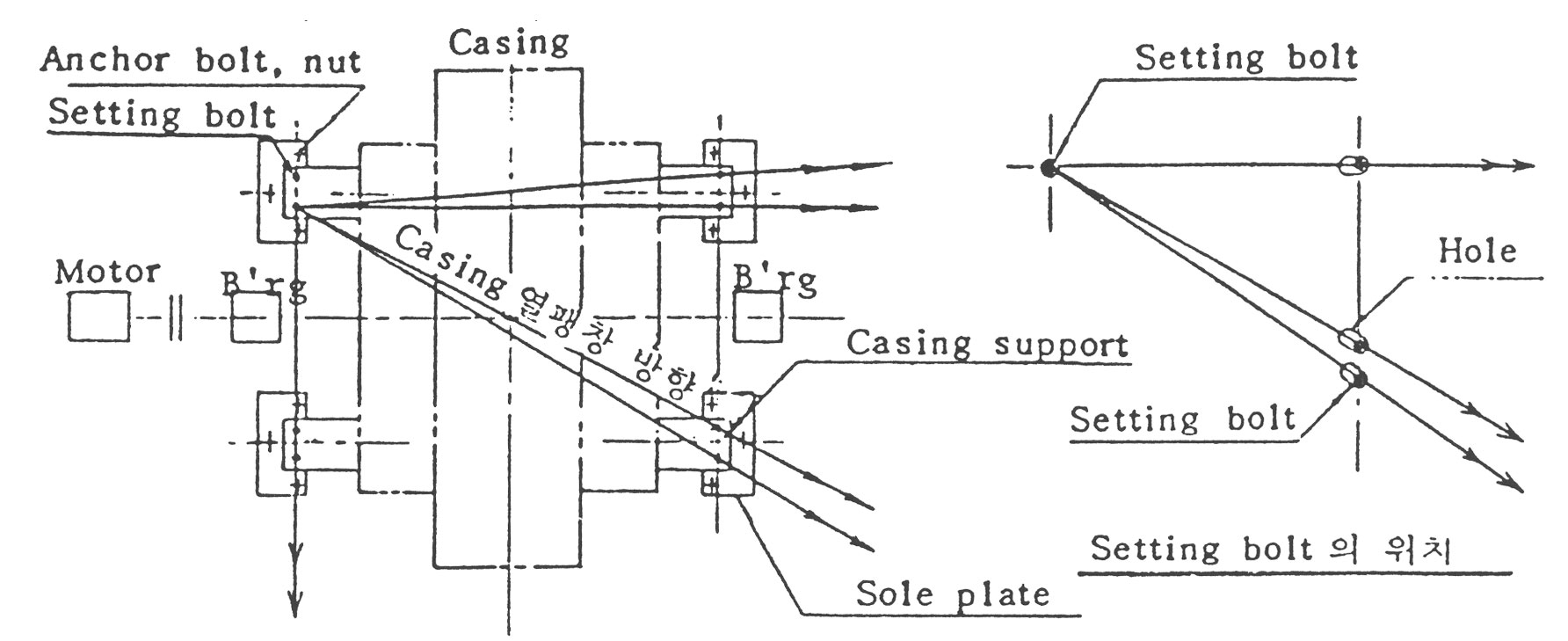
이 경우에도 앞에서 설명된 3.2.1, 3.2.2의 방법이 그대로 적용됩니다. 그러나 운전중 Casing Support는 Sole Plate 위에서 미끌어질수있게 설계되어 있습니다. (조립외형도참조)
(3) Casing은 그림4의 예에서와 같이 하나의 기준점에서 방사상으로 열팽창을 받습니다. 따라서 Casing Support에는 열팽창 기준이 되는 원형구멍이 하나있고 나머지에는 장방형 구멍이 뚫려 있어서 열팽창을 받을 수 있도록 되어 있습니다.
(4) Sole Plate와 Casing Support를 체결해주는 셋팅 Bolt의 위치는 그림4의 우측 그림과 같이 한쪽으로 치우쳐서 배치되어야 합니다.
3.2.4 BEARING의 조정 및 BEARING HOUSING의 위치 설정
(1) Bearing Housing이 분할형이 아닌 경우에는 Bearing Cover를, 분할형인 경우에는 상부 Bearing Housing을 떼어 낸 후 Bearing의 눕음을 확인 조정하여 주십시오.
이때 눕음의 허용치는 0.05㎜입니다.
(2) 축의 신장여유를 고려한 BEARING HOUSING의 위치 설정
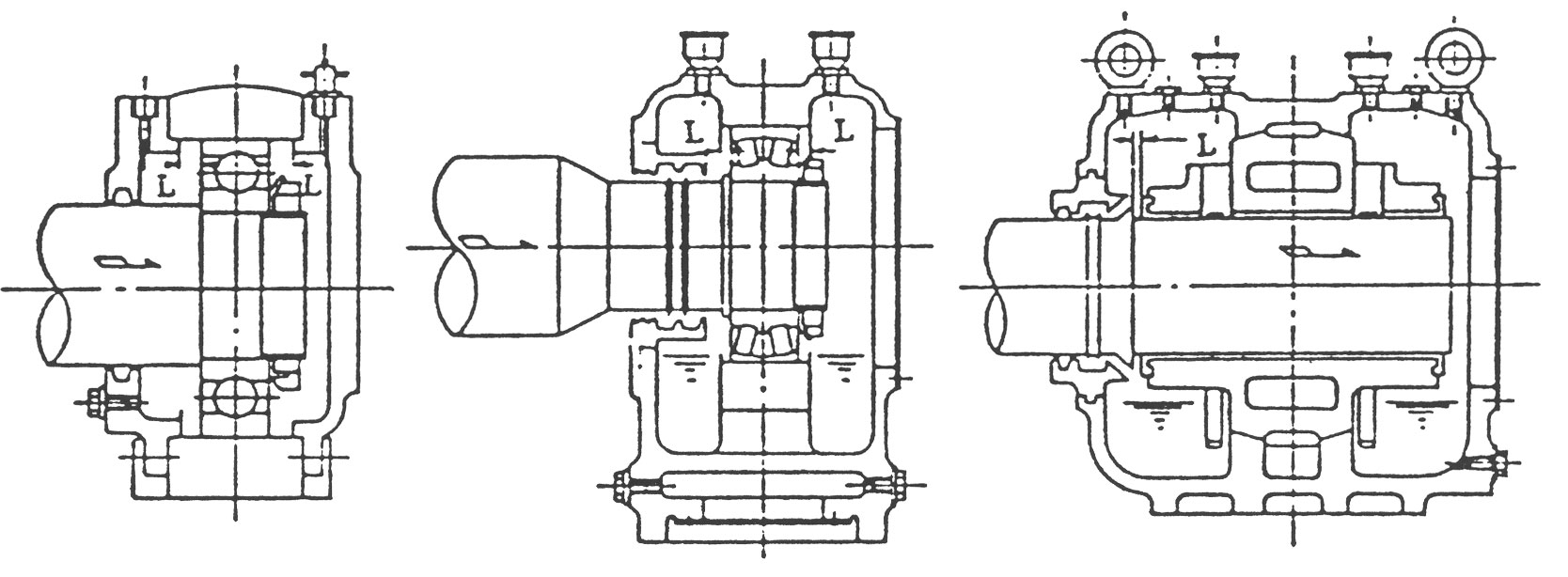
송풍기축은 운전중의 압축열이나 가스온도 때문에 축 방향으로 신장하려고 합니다. 이 때문에 하나의 Bearing은 Bearing Housing에 고정되고 다른 하나의 Bearing은 자유롭게 움직일 수 있도록 설계되어 있습니다.
그림 5는 치수L이 축의 신장여유입니다. 구름 Bearing의 경우 그림 5a, 그림 5b에서 보는 바와 같이 L치수는 통상 좌우 동일합니다만. 특별히 단면도상에 그 치수가 명시되어 있을 때는 이를 준수해 주십시오.
구름 Bearing과 Metal Bearing의 상세한 조립 방법은 보수요령을 참조하십시오.
3.2.5 CASING의 조립과 조정
하부 Casing의 설치, Bearing의 조정, 축과 Bearing Housing의 위치 설정이 끝나면 상부 Casing과 흡입구를 붙이게 됩니다.
(1) 그림 6과 같이 Casing 흡입구와 Impeller가 겹쳐있는 경우 상부 Casing을 먼저 설정한 후 흡입구를 붙여야 합니다.
(2) 상부 Casing을 올려놓을 때는 Impeller와 부딪히지 않게 주의해야 하며 상하 Casing의 Bolt 구멍을 확실히 맞추기 위해서는 맞춤봉을 사용하는 것이 좋습니다.
(3) 상부 Casing Damper가 붙어있는 경우에는 Damper Vane을 닫은 상태에서 조립해 주십시오.
(4) 흡입구를 붙인 후에는 Impeller와 축을 기준으로 하여 Impeller와 흡입구와의 틈새, 축과 Casing축 관통부와의 틈새를 각각 90 ̊ 간격으로 측정하고 이들 값이 거의 같게 되도록 조정하여 주십시오.
고온 송풍기의 경우에는 외형도 또는 단면도에 기재되어있는 치수로써 조립해 주십시오.
(5) 축관통부에 그림 7과 같은 Seal Packing을 붙입니다.
고온형 Seal Packing은 Casing의 신장을 흡수할 수 있도록 상하로 미끌어 질수 있는 구조를 갖고 있습니다.
Packing 누름쇠는 축에 닿지 않게 유의해 주십시오.
이것이 축에 닿으면 운전시 사고의 원인이 됩니다.
(6) 상기 조정이 끝나면 모든 Flange에 Bolt를 채우고 기초 Bolt도 채우게 됩니다.
3.2.6 기초 BOLT의 묻음과 재조정
(1) 전체적으로 송풍기의 설치가 완료되면. 각각의 기초 Bolt 구멍에 모르타르를 채우고 이것이 고정된 후 Nut를 조여 둡니다.
(2) Nut 조임 후에 다시 한번 점검하여 설치 치수의 변화, Centering 변화 등을 살피고 필요하면 재조정해 주십시오.
(3) 모든 설치 작업이 끝난 후 Backer Plate와 라이너를 용접하고 기초면 전체에 Mortar Grauting을 실시합니다.
(NOTE) - Centering 작업은 부록1 'Centering 요령 및 기준‘을 참조바랍니다.
- 송풍기의 설치 치수들과 Centering Data는 후일에 중요한 자료가 되므로 반드시 기록 보관하여 주십시오.
3.3 DUCT연결과 CASING INSULATION
(1) Damper가 공급되는 경우 Duct 연결 전에 Damper의 작동상태를 점검하고 Damper Vane의 회전방향을 확인해 주십시오.
(2) Duct 연결시 가능한 송풍기에 Duct의 하중이 걸리지 않도록 해야 합니다. 송풍기에 큰 하중이 걸리면 설치치수의 변동을 수반하는 Casing에 Insulation을 실시할 때는 송풍기의 Insulation시에는 맨홀이나 점검창의 개폐가 쉽게 되도록 유의하여 주시고 Damper의 구동부에는 Insulation을 하지 마십시오.
4.운전
4.1시운전 전 검사
시운전에 들어가기 전 다음 사항을 점검하고 조정해 주십시오.
(1) Casing 내부에 이물질이 없는지 확인합니다.
(2) Impeller를 손으로 돌려서 이상이 없는지 확인합니다.
(3) Bearing Housing과 축, Casing이 축관동부와 축과의 접촉이 없는지 재확인합니다.
(4) 각 Bolt의 조임 상태 특히 Bearing Housing의 Bolt 조임 상태는 Test Hammer로써 두드려서 주의깊게 점검합니다.
(5) Damper의 개폐 조작이 원활한가를 확인하고 Damper Vane을 완전히 닫아 놓습니다.
(6) Bearing에 윤활유가 충진되어 있는지 확인합니다.
(a) 윤활유가 Grease인 경우
당사의 공장 시험때 Grease가 충진되어 그대로 납품되나 재확인이 필요합니다.
(b) 윤활유가 oil인 경우
Bearing Housing에 Grease나 방청유를 도포하여 출하하므로 백등유등으로 깨끗이 씻어낸 후 규정된 oil을 유면계 중앙까지 주유해 주십시오.
(7) Metal Bearing의 경우, 운전 초기에 유막이 끊기는 사례가 있으므로 상부 Bearing Housing의 주유구로부터 손으로 급유하거나 전동기를 저금씩 도려 유막이 형성되게 해주십시오.
(8) Bearing이 수냉식일 경우 냉각수의 흐름을 확인해 주십시오.
(9) Coupling에 Grease가 적절히 주입되어 있는지 충진자에게 재확인합니다.
(10) 운전, 설치등에 관련된 부서와 충분히 상담하여 가동하는 시간을 정하여 둠과 동시에 기동후 이상이 있을 경우의 긴급 정지체제를 확인합니다.
4.2 기동후의 점검
송풍기의 기동과 함께 다음 사항을 점검해 주십시오.
(1) 처음 3분 정도 회전방향을 확인한 후 다시 기동시켜 주십시오.
(2) 이상진동, 이음발생 혹은 Bearing 온도의 급상승이 있는 경우 즉시 송풍기를 정지시키고 예상되는 부품을 재점검해 주십시오.
(3) 이상진동이 생길 때에는 축관통부의 Seal Packing이 축을 강하게 누르고 있는 경우가 많으므로 이 부분부터 점검해 주십시오.
(4) Bearing 온도가 급상승할 때에는 다음 사항을 확인합니다.
(a) 축관통부에 Felt가 쓰이는 경우 이것이 축에 강하게 접촉되어 있지 않는지 그리고 축과 축관통부 사이의 틈새가 균일한지 재확인해 주십시오.
(b) Greaserk 과대 충진되어 있지 않은지 혹은 oil량이 적정한지를 조사해 주십시오.
(c) 상하 분할형이 아닌 Bearing Housing의 경우는 자유측 Bearing Housing의 cover가 Bearing의 외륜을 누르고 있지 않나 재점검 합니다.
(d) 수냉식의 경우 냉각수가 공급되고 있는가 확인합니다.
(e) 구름 Bearing의 경우 Bearing 외륜 및 내륜, Ball 혹은 Poller에 흠집이 없는가를 조사합니다.
(f) Metal Bearing의 경우는 oil Ring의 회전이 정상인가 또 Metal과 축과의 접촉이 없는가를 조사합니다.
oil Ring이 가끔씩 정지하거나 회전이 안되면 oil Ring이 변형되었을 가능성이 있습니다.
(g) Belt 구동이 있을 경우는 Belt의 과대인장 혹은 불균일 인장을 점검해 주십시오.
(5) Bearing의 회전음 조사에는 그림8과 같은 청음봉을 쓰면 편리합니다.
(6) 기동후 이상이 없으면 전류계를 주시하면서 Damper를 서서히 열어주십시오. 고온 송풍기에서는 Gas 온도를 서서히 올려주어 회전 부품등에 온도의 급구배가 생기지 않게 하는 것이 좋습니다.
4.3 운전중의 점검
송풍기의 정상 운전 상태로 들어가면 다음 사항을 정기적으로 점검, 측정 기록해 주십시오. 시운전시에도 점검요령은 같습니다.
(1) Bearing의 온도
Bearing 온도는 주위 온도보다 40℃이상 높아지면 안됩니다만 70℃이하면 지장이 없습니다.
(2) Bearing의 진동
진동은 Bearing Housing에서 3방향 즉 수직, 수평, 축방향을 모두 측정해야 합니다. 첨부1에 진동의 판정기준이 도시되어 있는데 언제나 ‘양호’급 이하로 유지하는 것이 바람직합니다. 진폭 기록시에는 필히 펀진폭인지 전진폭인지 구별해 주십시오.
당사의 시험 성적표에는 전진폭으로 진동치가 기록됩니다.
(3) Bearing이 oil 윤활인 경우 oil의 누유 여부를 확인해 주십시오.
oil이 샐 때는 다음 사항을 점검해야 합니다.
(a) oil이 과도하게 주입되지 않았는가.
(b) Bearing Housing과 Air Vent가 막혀있지 않은가.
(c) Bearing Housing과 축 사이의 기름막이 위치가 정상인가.
(d) Bearing Housing 분할면에 액체 Packing이 도포되어 있는가.
(4) Metal Bearing의 경우 oil Ring의 작동상태가 정상인지 확인해 주십시오.
4.4 정지
송풍기 정지시에는 다음 사항을 지켜주십시오.
(1) Damper를 완전히 닫아 놓읍시다.
(2) Bearing Housing내에서 물이 동결될 우려가 있을 때에는 냉각수를 계속 흘려보내 주내 주거나 Housing 내의 물을 빼 놓습니다.
(3) 고온 송풍기의 경우에는 Casing 내부 온도가 100℃ 정도로 된 후에 정지합니다.
(4) 정지 시간이 길어지면 4~5일에 한번씩 Impeller를 손으로 돌려주거나 전동기로 조금씩 돌려줍니다.
(5) 정지시에 Bearing 윤활유의 열화, 오염도등을 조사해 놓습니다.
5. 보수
5.1 Impeller
(1) Impeller에 부식, 마모, Dust 부착등이 상당히 진행되면 Unbalance와 함께 이상 진동이 발생하므로 정기적으로 Impeller, Casing등을 점검해 주시기 바랍니다.
(2) Dust 부착에 의한 진동은 Dust를 제거함으로써 해결할 수 있습니다만, 부식 마모가 심할 경우에는 Impeller를 수리 혹은 교체해야 합니다.
(3) 현지 Balancing을 실시할 겨우 Balance Weight를 Impeller에 용접하게 되는데, 이때 모재에 Crack이 발생하지 않도록 충분히 주의해야 합니다.
(4) Impeller를 축에서 빼냈을 경우 재조립 순서는 다음과 같습니다.
(a) Impeller Boss 내부를 버너로 가열하여 키와 키홈에 유의하여 Boss를 Flange 끝까지 장입합니다. 이때 Boss와 Flange사이의 틈새가 없도록 해주십시오.
(b) Lock Nut 와 Lock Washer를 끼웁니다.
(c) Boss가 식은후 Lock Nut를 다시한번 조입니다.
(d) Washer의 한끝을 Nut의 홈에 구부려 넣어 완전히 고정시킵니다.
끝 부가 없는 Washer는 Nut의 평평한 부분에 접어놓습니다.
5.2 구름 Bearing
Bearing 교체는 Coupling (혹은 V-Pulley)을 제거한 뒤 다음의 순서로 행해 주십시오.
우선 Bearing 및 조립된 부품을 깨끗이 씻어 둡니다.
Bearing 궤도면과 Ball (혹은 Poller)에 녹이나 흠집이 없는지 확인합니다.
Roller Bearing을 씻을 때는 Roller가 밖으로 빠져나오는 수가 있으므로 주의하여 주십시오.
5.2.1 BEARING HOUSING이 상하 분할형이 아닌 경우
(1) Bearing을 축에 장착하기 전에 그림9b와 같이 내측 Cover에 oil이 충분히 스며들어있는 Felt Ring을 밀어넣고, 이 내측 Cover를 먼저 축에 끼워 놓습니다. 고정측 Cover와 자유측
Cover의 ‘H'치수는 서로 다르므로 주의해 주십시오.
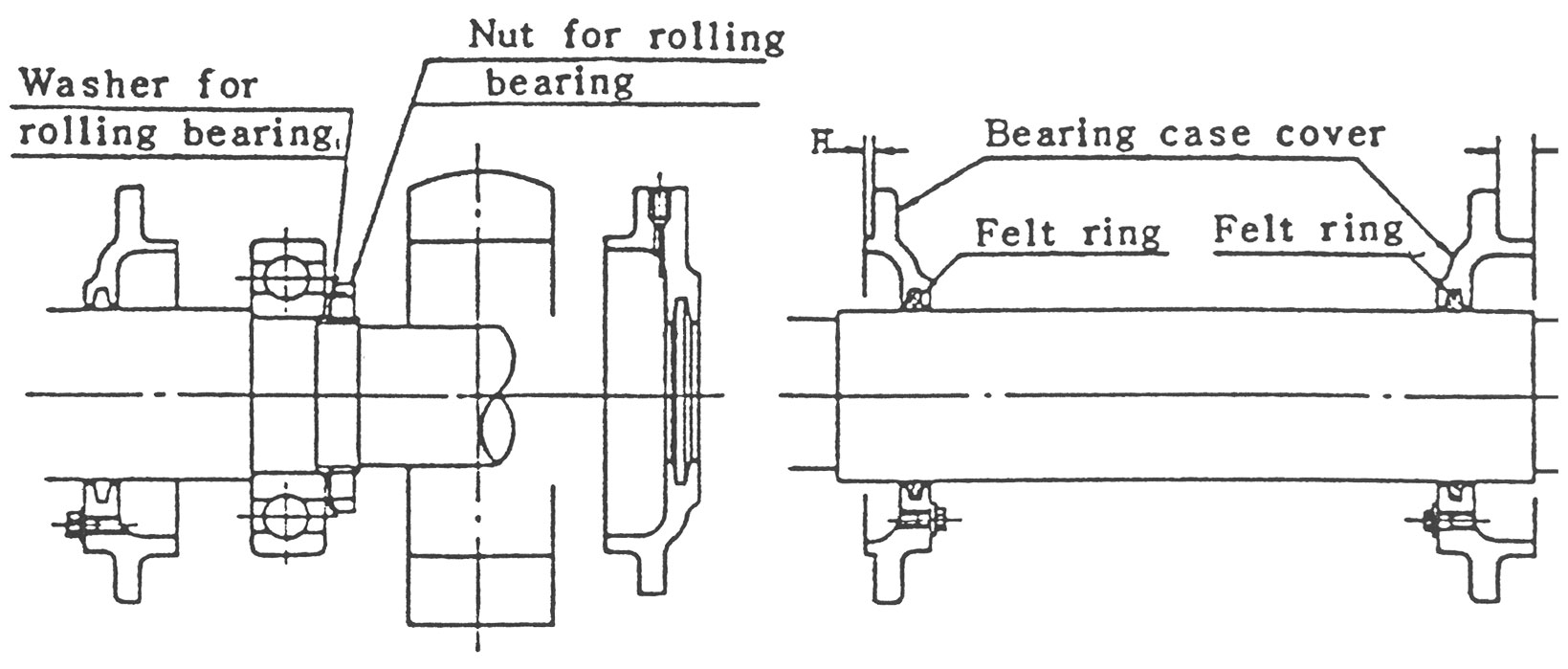
(2) Bearing을 기름통속에서 약 70℃까지 가열한 후 온도가 떨어지기 전에 축에 정착합니다. 이때 Bearing의 내륜, 외륜을 직접 망치로 두드리면 안되며 필요시 Jig를 사용해야 합니다.
(3) Bearing을 축의 Flange 끝까지 축에 직각으로 밀어넣고 틈새가 없도록 밀착시켜 주십시오.
(4) Lock Washer와 Nut를 넣고 조여 줍니다.
(5) Bearing이 식은 후 Nut를 다시 한번 조입니다.
(6) Washer의 한끝을 Nut의 홈에 구부려 넣어 완전히 고정시킵니다.
(7) Bearing Housing에 충분히 발라줍니다.
(9) 자유측, 고정측이 틀리지 않도록 주의하면서 Felt Ring이 장입된 양측의 Cover를 끼워 넣습니다.
(10) Cover를 다시 떼어서 고정측 Cover는 Bearing을 눌러주고 있고 자유측 Cover는 Bearing과 닿지 않는다는 것을 확인해 주십시오.
(11) 양측 Cover를 붙인 후 축관통부와 추과의 틈새차가 0.2㎜이내가 되도록 조정합니다.
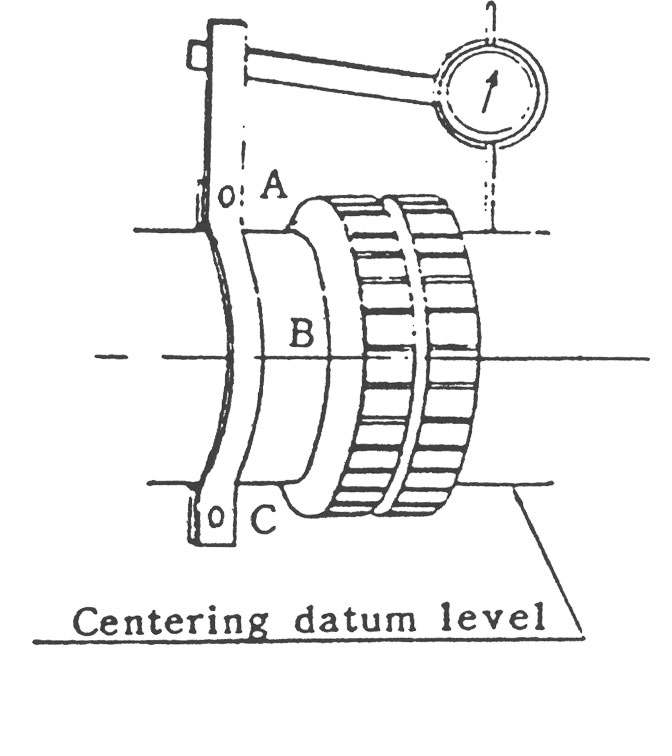
(12) 조정이 끝나면 축에 조립된 Bearing Housing을 Bed위에 설치하고 다시 Cover를 제거한 후 그림10의 요령으로 다이알 게이지로써 Bearing의 눕음을 측정 조정합니다.
이때 눈금의 허용치는 0.05㎜입니다.

5.2.2 BEARING HOUSING이 상하 분할인 경우

(1) Bearing을 기름통속에서 가열하여 Lock Washer, Nut로 채우는 과정은 5.2.1의 (2)~(6)항과 동일합니다.
(2) oil 윤활인 경우 기름막이를 축의 소정의 위치에 끼워 넣습니다.
(3) Bearing이 조립된 축을, 미리 Bed 위에 설치되어 있는 하부 Bearing Housing에 조립합니다.
(4) 그림10의 요령으로 Bearing의 눕음을 0.05㎜ 이내로 조정합니다.
(5) 분할면에 액체 Packing을 도포하여 상부 Bearing Housing을 붙인 후 축과 축관통부와의 틈새차가 0.2㎜이내가 되도록 조정합니다.
5.3 METAL BEARING
5.3.1 분해
(1) Bearing 냉각용 배관을 제거합니다.
(2) 상부 Bearing Housing을 제거한 후 상부 Bearing Metal을 떼어냅니다. 이때 고정측은 Metal 양측이 축의 Flange와 접촉하고 있으므로 Flange면이 상하지 않게 조심해 주십시오.
(3)Oil Ring을 양옆으로 옮겨 놓읍시다.
(4) 축을 조금 뜨게하여 그림12와 같이 목편을 놓고 망치로 두드려 하부 Bearing Metal을 축에 연하여 돌려 뺍니다.
5.3.2 틈새점검
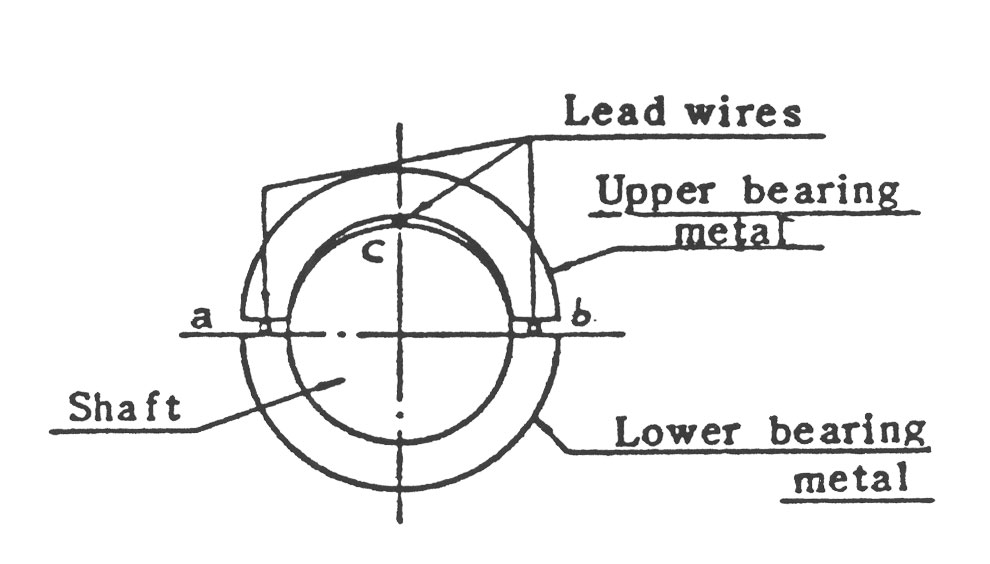
그림13에서 보듯이 연선을 넣어서 상하 Bearing을 조이고 다음 공식에 의해 축과 Bearing의 틈새를 측정 기록합니다.
틈새 = c-(a+b)/2 (a,b,c : 조임후 측정된 연선의 두께)

Bearing의 틈새는 조립 단면도에 명시되어 있는데, 측정된 틈새가 이것의 2배 이상이면 Bearing을 교체해야 됩니다.
5.3.3 조립
(1) 하부 Bearing Housing을 설치하고 내부를 깨끗이 하고 하부 Bearing Metal을 넣습니다.
(2) 축을 올려놓고 Oil을 소정의 위치에 설정합니다.
(3) 고정측에 특히 주의하면서 상부 Bearing Metal을 조립합니다. 이 과정에서 Oil Ring이 Metal 밑에 끼인 다던지 충격을 받으면 Oil Ring이 변형되므로 주의해야 합니다.

(4) 변형된 Oil Ring을 그대로 사용하면 운전중 Oil Ring이 Bearing에 부딪히거나, 회전이 불량해지거나, 정지됨으로써 사고의 원인이 됩니다. 변형의 허용치 (최대경과 최소경의 차)는 약 3㎜인데 변형량이 3㎜이상일 때는 두드려서 고치지 말고 신제품과 교환해야 합니다.
(5) 그림 14와 같이 Oil Ring을 끈으로 달아매고 상부 Bearing Metal과 함께 내리면 안전하게 조립할 수 있습니다.
(6) 냉각수 배관을 붙입니다.
(7) Bearing Housing 분할면에 액체 Packing을 도포하고 상부 Bearing을 붙입니다. 단 Bearing Metal 분할 면에는 액체 Packing을 도포하지 마십시오. 축과 Bearing Metal 사이에 액체 Packing이 유입되면 Bearing이 손상됩니다.
5.4 전동장치
구동축인 Motor축과 종동축인 송풍기축 사이에 연결되는 동력전달 장치로서는 Steel Flexible Coupling (Grid Coupling), Gear Coupling, Flange Coupling, Diaphragm형 무급유 Coupling, 유체 Coupling, V-belt 등이 사용되고 있으나 어떤 경우이든 별도의 Catalog 혹은 설명서가 첨부되어 있으므로 이를 참조 바랍니다.
5.5 윤활유
5.5.1 Oil
(1) Oil은 가능한 운전 개시후 3개월째 전량 교체하여 주시고 그 후는 1년에 1회 교체합니다. 교체주기 사이에도 정기적으로 Sample을 채취하여 기름의 열화, 산화 등을 검사하는 것이 좋습니다.
(2) Oil의 보충은 상부 Bearing Housing의 Air Vent를 풀어낸 후 이 구멍으로 주유하며 배유시에는 하부 Bearing Housing의 기름빼기 Plug를 빼내면 됩니다.
(3) 사용 Oil의 종류 및 량은 별도의 윤활유 List를 참조하십시오.
5.5.2 GREASE
(1) 통상 1년에 1회 Bearing Housing Cover를 떼고 전량 교체합니다.
(2) 중간에 Grease의 보충이 필요 할 때에는 별도의 윤활유 List를 참조 하십시오. 표1에서 Grease 보충시기 및 보충 주입량이 결정됩니다.
(3) Grease를 지나치게 많이 넣으면 운전중 교반열로 인하여 온도가 비정상적으로 상승되므로 주의해야 합니다.
통상 Grease 주입량은 Bearing Housing용적의 1/2 정도이며 2/3이상 채우면 안됩니다.
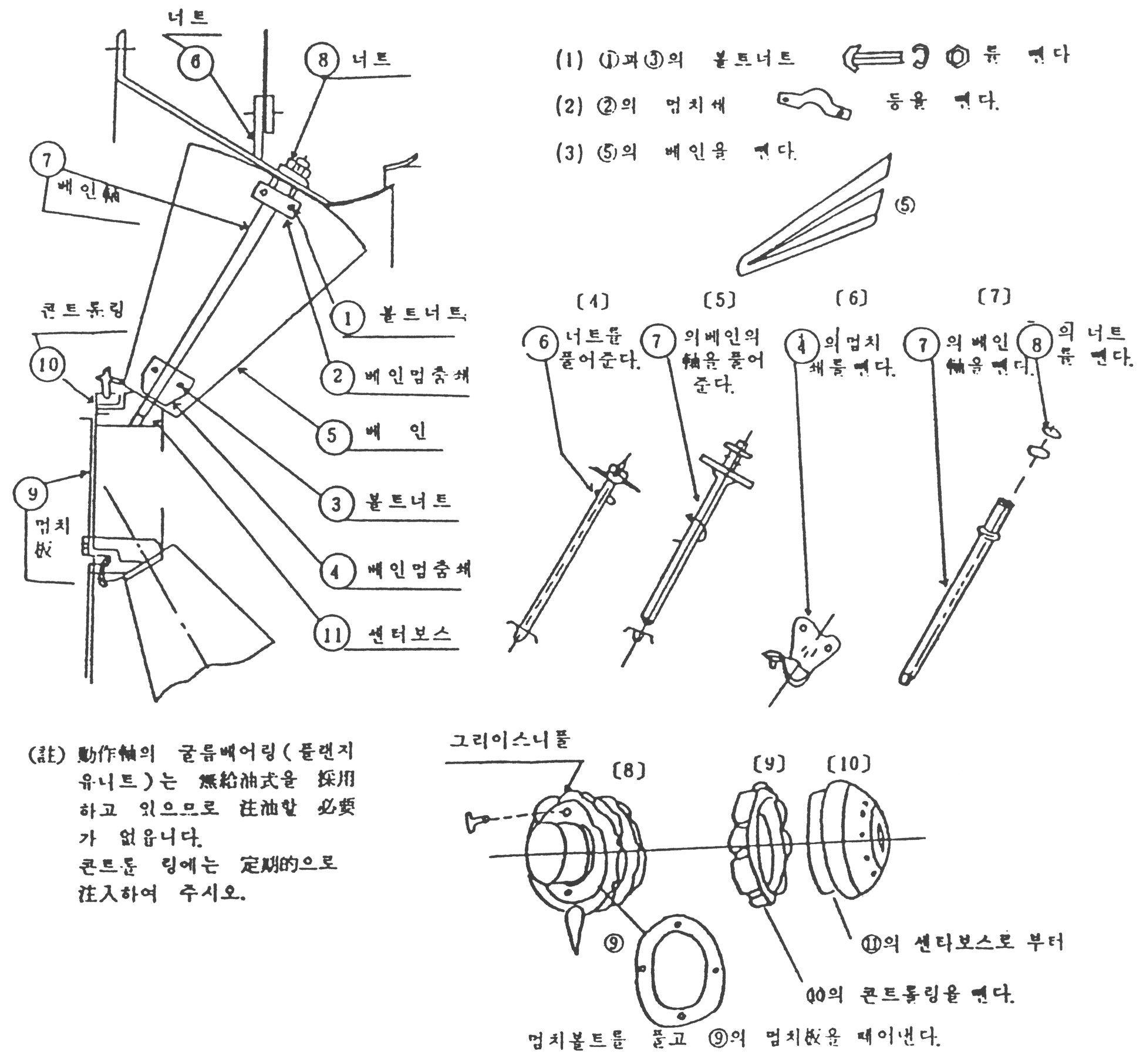
5.6 DAMPER
(1) Damper용 Bearing에는 급유가 필요 없습니다.
구름 Bearing (Flange Unit)을 사용하는 경우에도 무급유로 설계되어 있습니다.
(2) Vane Control Damper의 경우에 변형이 없는 한 재조정이 필요 없으나 Vane의 개폐 동작이 원활치 못하거나 정기점검이 필요한 때에는 그림 15의 요령으로 분해 조정할 수 있습니다.
(3) Vane Control Damper의 Control Ring에는 정기적으로 Grease를 주입하여 원활한 작동을 유지시켜 줍니다.
(NOTE) Damper Vane은 언제나 Impeller 회전 방향으로 열리게 되어 있으므로 분해후 재 조립시에는 반드시 이를 기억해 두어야 합니다.
부록. CENTERING 요령 및 기준
1. COUPLING에서의 CENTERING

(1) Flange Coupling은 그림1과 같이 Coupling 외주에 다이얼 게이지를 붙여서 Centering 정도를 측정 조정합니다.
Grid Coupling이나 Gear Coupling의 경우에는 Coupling의 심내 기면에 다이얼 게이지를 설정하여 측정하는데 기준면이 좁으므로 붙임쇠를 준비합니다. (그림2)
(2) 다이얼 게이지는 아래쪽으로 돌았을 때에는 지침에 다소의 오차가 발생하는 수가 있으므로 미리 다이얼 게이지를 상하 좌우에 위치 시켰을 때의 지침의 변화를 알아두고 측정치를 수정해야 합니다.
특히 그림1의 우측과 같은 방법에서는 오차가 크게 나타납니다. 또 지점에서 게이지까지의 Arm의 길이는 짧을수록 좋고, 너무 길면 휘어서 오차가 발생합니다.
(3) Coupling 면간의 치수는 Taper Gauge 혹은 두께 Gauge로써 외형도에 표시된 설치 치수로 맞춥니다.
(4) 그림 1,2와 같이 양측 기준면에 90도 간격으로 A, B, C, D의 맞춤 마크를 표시합니다.
(5) 양측의 기준면을 동시에 회전시켜 (즉 Motor 축과 송풍기축을 동시에 회전시켜) A, B, C, D 4점에서의 축심의 불일치 및 두면간의 틈새를 기록 수정합니다.
(6) 양측 기준면의 동시 회전이 곤란한 경우에는 다음 순서로 Error를 수정합니다.
(a) 먼저 송풍기측에 다이얼 게이지를 붙이고 A 점에서의 다이얼 게이지의 눈금을 ‘0’에 맞춘 다음 motor축은 정지 시킨 채로 송풍기만 90도 간격으로 회전시켜 4점의 눈금을 기록합니다.
(b) 다음에는 다이얼 게이지를 옮기후 Motor 축만 회전시키면서 전항과 같은 요령으로 측정합니다.
(c) a, b 항에서 측정한 값의 산술 평균이 Centering 수치가 됩니다.
2. CENTERING의 공차 허용 기준은 다음과 같습니다.
| 송풍기의 회전수 | 편심 수치 | 두면간의 틈새공차 |
| 1800 r. p. m. 이하 | 0.05㎜ 이하 | 0.1㎜ 이내 |
| 1800 r. p. m. 초과 | 0.025㎜ 이하 | 0.05㎜ 이내 |
3.CENTERING에 관한 주의사항
(1) 측정은 2~3회 실시하고 조정은 Motor 밑의 라이너로써 행해 주십시오.
(2) Motor와 Bearing이 공통 Bed 위에 설치되어 납품 되었더라도 반드시 Centering을 재확인 해야 합니다.
(3) Coupling을 연결하기 전에 Motor를 단독 운전하여 회전방향 및 이상 유무를 확인해 주십시오.
(4) Motor는 부하 운전시 온도 상승이 생겨 중심 높이가 다소 높아지므로 C-entering시 이것을 고려하여 Motor 축심을 약간 낮게 설치하는 것이 좋습니다. 그 수치는 대략 Motor 중심높이 ×(1/10000)입니다.
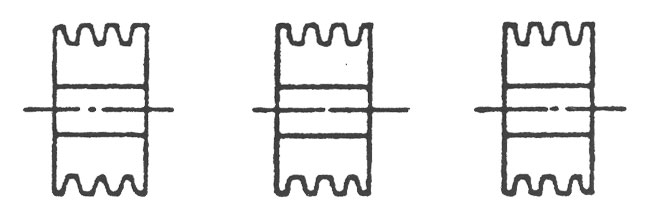
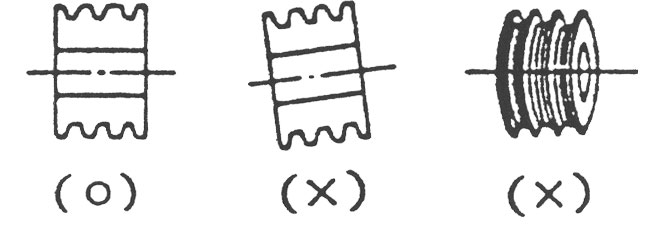
4. V-BELT 와 V-PULLEY의 조정
V-Belt 구동인 경우에는 다음과 같이 조정합니다.
(1) 두개의 V-Pulley 측면에 실 띄우기 등을 하여 V-Pulley의 평행도를 면밀히 점검합니다.
(2) 평행도 조정은 Slide Base 위에 있는 Motor 본체를 움직이거나 Slide Base 밑의 라이너로써 행해 주십시오.
(3) 그림 3과 같이 송풍기축과 Motor축이 서로 평행이 못되거나 삐뚤어진 상태로 설치되면 V-Belt 및 Bearing의 마모가 촉진되며 진동이 발생합니다.
(4) Belt가 너무 과하게 당겨지지 않도록 또 Whirling (Belt가 춤추는 현상)이 없도록 주의하여 주십시오.
모터의 종류
1. DC Motor
DC 모터는 모터로서 최초에 발명된 것이다. 원리적으로는 자기장 속의 도체에 전류를 흐르게 함으로써 발생하는 전자기력의 응용인데 이 메커니즘은 플레밍의 왼손 법칙으로 설명할 수 있다. DC 모터는 제어용 모터로서 매우 우수한 특성을 가지고 있다. 예를 들면 급격한 가속성, 큰 시동 토크, 리니어한 회전 특성 등 대체로 제어용 모터에 요구되는 모든 성능을 겸비한 우수한 모터이다. 그러면 여기서 실용적인 DC 모터의 구조에 대하여 설명하기로 한다. DC 모터의 구조는 크게 로터(전기자), 계자용 마그넷, 브러시, 베어링 모터케이스 등으로 이루어져 있다. 브러시의 작용은 전기자에 전류를 공급하기 위한 섭동 접점이다. 또 컴뮤테이터(정류자)는 복수의 전기자 권선에 전류를 공급하는 전류 전환 장치이다. 전기자는 회전력을 발생하기 위한 전자석이고 동시에 모터의 회전체(로터)를 구성하는 것이다. 베어링은 로터의 회전구조를 형성하는 것인데 볼 베어링이나 오일리스 메탈이 사용되고 있다. 계자 마그넷은 전기자 권선에 자력을 주는 것이며 전기자에서 발생하는 전자기력과 함께 회전력을 발생시킨다. 기타 모터 케이스, 앞뒤 커버 등이 있는데 이것은 모터의 회전 구조를 지지함과 동시에 보호 역할을 하는 것이다.
2. 스테핑 Motor
스테핑 모터(Stepping Motor)는 일명 스텝 모터, 펄스 모터, 스테퍼 모터 등이라고 불려지고 있는데 이것을 번역하면 보진 전동기 또는 계동 전동기라고 할 수 있다. 보진은 한 발 한 발 단계적으로 움직이는 것을 말하고 스테핑 모터의 동작 이미지를 잘 표현하고 있다. 그런데 스테핑 모터의 동작 이미지를 잘 표현하고 있다. 그런데 스테핑 모터의 최대 특징은 펄스 전력에 대응하여 회전한다는 것이다. 게다가 입력 펄스수에 비례하여 회전각이 변위되고 또 입력 주파수에 비례하여 회전 속도가 변화하기 때문에 피드백함이 없이 모터의 동작을 제어할 수 있다. 이러한 이점을 가진 스테핑 모터는 피드백계가 없는 위치 결정 제어의 구동원으로 FA, OA 관계를 비롯해서 폭넓게 사용되고 있다. 위치 결정 제어를 다른 모터에서 실현하려면 피드백 제어가 필요하게 된다.
* 스테핑 모터의 개요도
- 특징 및 동작 형태 -
1) 간헐 구동 : 간헐 저속 구동, 1시간에 1스텝, 1일 1스텝 스테핑 모터가 할 수 있는 것 등. 입력 펄스의 주기를 바꾸는 것에 의해 가변 감속(전자적 기어)로 사용할 수 있다.
2) 연속 회전 : 일반 모터와 같은 사용법, 단순한 동력원으로 사용할 수 있다.
회전수는 입력 펄스의 주파수에 비례한다.
총회전수는 입력 펄스의 총수에 비례한다.
3) 정, 역전 : 회전 자기장의 방향을 전환하면 정역전이 된다.
4) 변속 회전 : 입력 펄스의 펄스레이트를 바꾼다(입력 주파수를 가변한다).
5) 다상 구동 : 여자 모드를 전환함으로써 스텝각, 발생토크, 주파수 특성을 변화시킬 수 있다.
6) 마이크로스텝 구동 전기적으로 미세한 스텝각을 실현할 수 있다.
3. 여러가지 스테핑 Motor
스테핑 모터를 분류하는 경우 자기회로, 즉 모터의 구조에 의한 분류법이 일반적이다. 이것에는 로터부를 영구 자석으로 만든 PM형(Permanent Magnet Type), 로터부를 기어 모양의 철심으로 만든 VR형(Variable Reluctance Type), 그리고 로터부를 기어 모양의 철심과 자석으로 구성한 HB형(Hybrid Type)이 있다. PM형은 로터부에 다극착자된 영구 자석을 사용하고 그 둘레에 구동 계자(스테이터)를 설치한 것이다. 이 PM형은 판금 모양의 요크에 발톱을 세운 이른바 크로 폴(craw pole)형이 가장 많이 보급되어 있다. VR형은 로터부에 고투자율 재료를 사용한 기어 모양 회전체를 사용하고 이것과 스테이터 코일에서 발생하는 회전력을 이용한 것이다. HB형은 PM형과 VR형의 장점을 잘 짜맞춘 것인데 스테핑 모터 중에서 가장 우수한 회전 특성르 나타낸다. 또 스테핑 모터의 분류 방법으로는 회전형, 직진형 등의 운동 형태에 의한 분류, 원통형, 박형 등의 겉모양에 의한 분류, 2상, 3상, 5상 등의 구동 권선에 의한 분류, 1상 여자, 2상 뎌자, 1-2상 여자 등의 여자 모드에 의한 분류법도 있다.
4. 브러시리스 Motor
브러시리스 모터(Brushless Motor)는 DC 모터에서 브러시와 정류자(Commutator)를 없애고 전자적인 정류 기구를 설치한 모터이다. 따라서 기계적인 노이즈뿐만 아니라 전기적인 노이즈도 발생되지 않는다. 브러시리스 모터의 장점은 뭐니뭐니해도 원리적으로 노이즈가 발생하지 않는 것이다. 기타 초저속 또는 초고속, 다극(자석의 수가 많다.)긴 수명의 모터가 간단히 만들어지는 점도 장점이라고 할 수 있다. 그런데 브러시리스 모터의 구조는 중심에 회전하는 마그넷이 있고 그 둘레에 구동 코일이 설치되어 있다. 브러시리스 모터의 작동원리는 DC 모터와 같이 플레밍의 왼손 법칙이며 코일 또는 영구 자석의 어느 쪽이 회전해도 그 작동 원리는 같다. 단, 브러시리스 모터에는 정류자가 없기 때문에 이것에 대신하는 전자 정류 회로가 필요하게 된다. 이 회로는 홀 소자 등의 자극 센서를 사용하여 마그넷 로터가 어느 위치에 있는가를 검지하고, 이 신호를 기초로 전자 회로를 제어하여 회전 자기장을 발생시킨다. 이것이 브러시리스 모터의 구동회로인데 매우 회로구성이 복잡하게 되기 때문에 보통은 전용 IC가 사용되고 있다. 브러시리스 모터의 주요한 용도는 VTR의 실린더, 카세트 덱의 캡스턴, FDD, CD 플레이어 등이며 높은 회전 성능, 긴 수명이 요구되는 모터로 사용되고 있다. 본래부터 브러시나 정류자를 필요로 하지 않는 AC 모터는 브러시리스 모터로 분류되지 않는다.
5. 인덕션 Motor
인덕션 모터(Induction Motor)는 AC 모터의 일종이며 회전 자계형으로 분류되어 있는 모터이다. 이 모터의 작동 원리는 고정자 권선에 흐르는 교번(교류)전류에 의해 발생하는 회전 자기장과 로터부에 발생하는 유도 전류와의 상호작용에 의해 생기는 회전력이다. 이 때문에 인덕션 모터를 유도모터라고 부르는 경우도 있다. 그 내부 구조는 로터부(회전자)는 규소 강판을 적층한 것, 슬롯부는 구리나 알루미늄 등으로 농형으로 권선을 형성한 것이 사용되고 있다. 또 이 종류의 인덕션 모터의 토크 발생부는 로터나 스테이터(고정자)의 권선부가 아니고 그 대 부분이 철심에 집중되어 있다. 그리고 인덕션 모터는 부하(토크)에 대응한 회전수로 회전하는데 이것에는 어느정도의 정속성이 있다. 따라서 그다지 엄밀한 정속성이 요구되지 않는 동력용 모터로서 널리 사용되고 있다. 인덕션 모터에도 여러가지 종류가 있으며 소형의 것으로는 단상 콘덴서 구오형이 가장 많이 보그되어 있다. 특성적으로는 입력 전압이 AC 100V, 200V(50/60Hz), 출력 파워가 수 W 이상, 폴수(자극수)는 2극과 4극이 일반적이다. 또 그 회전수 N[RPM]은 다음 식으로 구할 수 있다. 식 중의 f는 전원 주파수, P는 폴수, S는 미끄럼을 나타낸다(S는 동기 속도[전원 주파수에 의존한다]와 회전 속도의 차를 나타내고 회전 속도는 동기 속도보다 조금 낮게 된다.)
N[RPM] = 120f(1 - s) / p
6. 리버시블 Motor
리버시블(Reversible Motor)는 인덕션 모터의 일종이며 우회전, 좌회전 어느 방향으로도 같은 특성이 얻어지게 되어 있는 모터이다. 원리적으로도 인덕션 모터와 같으나 빈번한 정역전에 견디고 큰 시동 토크를 얻기 위해 일반 인덕션 모터와 같이 주코일, 보조 코일의 관계는 없다. 주요한 용도는 세탁기의 소용돌이 발생용 모터, 가종 자동 기기의 구동원등이다. 리버시블(가역) 모터의 특징을 정리하면 다음과 같다.
1) 빈번한 정역전에 적합하다.
2) 시동 특성이 우수하다.
3) 단시간이면 크기에 비해 큰 출력이 얻어진다.
7. 셰이드형 Motor
셰이드형 모터(Shaded Pole Motor)는 단상 교류 모터의 일종이며 1차 코일과는 별도로 1-2회전의 단락 코일(셰이딩 코일)을 감고 이것에 의해 회전 자기장을 발생시키는 모터이다. 일반적으로 AC 모터를 회전시키기 위해서는 2상 이상의 교류를 필요로 하는데 일반 가정용에는 단상 교류밖에 공급되지 않는다. 그 때문에 AC 모터를 움직이기 위해서는 어떤 대책이 필요하게 된다. 예를 들면 콘덴서를 사용하여 위상이 다른 별도의 전원을 만드는 방법도 있다. 셰이드형 모터에서는 콘덴서 대신에 몇 회전의 단락 코일을 감고 이것에 의해 파이(3.14) / 2 이상 위상이 지연된 교류를 만들어 내고 있다. 즉 보통 공급되고 있는 단상 교류와 셰이딩 코일에 의해 만들어 낸 단상 교류를 조합하여 간단한 2상 교류를 실현하고 있다. 세이드형 모터의 특징은 구조가 간단하고 저가격이라는 점인데 수십 W가 한계이고 출력 효율이 낮다고 하는 결점도 있다. 주요한 용도는 소형의 선풍기나 엄밀한 회전특성(회전 변동, 토크 변동)을 필요로 하지 않느 장치 등이다. 셰이딩 코일은 인덕션 모터나 다음 항에서 설명하는 싱크로너스 모터에도 사용할 수 있으며 현재는 수 W의 인덕션 모터에도 많이 사용되고 있다. 또 셰이드형 모터는 그 외관에 의해 스켈린턴 모터(skeletom Motor)라고도 불려지고 있다.
8. 싱크로너스 Motor
싱크로너스 모터(Synchronous Motor)는 교류 모터의 일종이며 전원 주파수에 동기하여 회전하는 모터이다. 이 모터는 전원 주파수와 동기되었을 때 비로소 안정된 회전 특성이 얻어진다는 특징이 있다. 그 때문에 싱크로너스(동기) 모터라는 명칭으로 불려지고 있다. 이 모터는 로터가 동기 속도로 되지 않으면 토크의 발생 방향이 정해지지 않고 진동 등을 수반하여 정지된다. 또 모터에 최대 토크 이상의 부하를 가하면 동기 속도를 유지할 수 없게 되어 로터가 정지된다. 일반적으로 이 현상을 동기이탈, 또는 탈조라고 부르고 있다. 또 동기 이탈에 대하여는 앞에서 설명한 스테핑 모터에도 같은 현상이 나타난다.
N[RPM] = 120f[Hz] / P
싱크로너스 모터의 회전수 n[RPM] 은 위의 식으로 구할 수 있다. 여기서 f[Hz]는 전원 주파수, P는 폴수(자극수)이다. 예를 들면 2폴의 싱크로너스 모터를 50 Hz로 회전시키는 경우 그 회전수는 위의 계산식에 각각의 수치르 대입하면 120*50/2, 즉 3000회전으로 회전하게 된다. 그리고 이것이 60Hz이면 120*60/2이며 3600회전이 된다. 이와같이 전원 주파수를 안정시키면 모터의 회전수도 안정되기 때문에 시계나 타임 스위치 등에 많이 사용되고 있다. 또 싱크로너스 모터에는 영구 자석형, 히스테리시스형, 인덕터형 등이 있으며 용도에 따라 각각 적합 것이 사용되고 있다.
9. 유니버설 Motor
유니버설 모터(Universal Motor)는 직류나 교류로 회전시킬 수 있는 정류자 모터를 말한다. 유니버설이라는 말은 [여거가지 목적에 사용되는 만능]이라는 뜻이며 이 모터를 직류나 교류로 사용할 수 있기 때문에 이 명칭으로 불려지고 있다. 이 모터의 구조는 앞에서 설명한 직류 직권 모터와 같으며 스테이터 코일과 로터 코일에 동일 전류를 흐르게 하며 회전력을 발생시킨다. 따라서 직류나 교류에서 토크의 발생 방향이 일정하게 되어 항상 일정한 방향으로 회전할 수 있게 된다. 또 유니버설 모터는 입력 단자에 공급하는 전압의 극성을 바꾸어도 회전 방향은 변하지 않는다. 유니버설 모터를 교류 전원으로 사용하는 경우 전원주파수의 2배로 맥동하는데 50/60Hz 정도의 주파수이면 그 맥동은 별로 문제가 되지 않는다. 이 모터의 특징은 시동 토크가 크고 고속 회전이 쉽게 얻어진다는 것이다. 그 때문에 전차 등의 구동 모터로 많이 사용되고 있따. 한편 결점으로는 브러시와 정류자가 있기 때문에 전기 노이즈, 기계 노이즈가 크고 수명도 그다지 길지 않다는 점 등을 들 수 있다.
* 유니버설 모터의 장점과 단점
-장점
1)직류와 교류로 모두 사용할 수 있다.
2)시동(가동) 토크가 크다
3)고속 회전이 쉽게 얻어진다.
4)마그넷을 사용하지 않는다.
5)전압의 극성이 바뀌어도 회전 방향은 일정하다.
-단점
1)무부하 회전수가 높다.
2)전기 노이즈, 기계 노이즈가 크다.
3)수명이 짧다.
10. 리니어 Motor
리니어 모터(Linear Motor)라고 하면 자기 부상식 고속 열차를 연상 할는지 모르나 본래 리니어 모터란 다이렉트로 직선 운동을 하는 모터의 총칭이다. 우리 주변에서 사용되고 있는 모터의 대부분은 회전식인데 각종의 가전제품이나 정보 기기에는 여러 곳에서 직선 운동형 모터가 사용되고 있다. 예를 들면 HDD, FDD의 헤드 이송 장치, 프린터, 재봉틀, 편직기, 자동 도어 컨베이어 등에는 리니어 모터가 사용되고 있다. 그런데 단순히 직선 운동만 시키느 것이면 회전형 모터에 볼나사를 병용하면 된다. 그러나 그 동작의 정밀도, 속도 등의 대한 요구가 높아지면 회전용 모터로는 대응할 수 없게 된다. 그래서 등장한 것이 리니어 모터이다. 이모터는 다이렉트로 직선 운동을 하기 때문에 정밀도와 속도가 상당히 높아진다. 리니어 모터의 종류로는 직류 교류에 한정하지 않고 대체로 어떤 모터로도 리니어 모터로 될 수 있다. 단, 그 성능, 경제성을 고려하면 그 종류도 자연히 한정된다. 예를 들면 직류이면 스테핑 모터나 브러시리스 모터, 교류이면 싱크로너스 모터, 인덕션 모터 등이 사용되고 있다. 리니어 모터의 장점은 앞에서도 설명한 바와 같이 다이렉트인 직선 운동이나 고속 작동이 가능한 것 외에 백래시가 없다. 수명이 길다 등이다. 한편 단점으로는 일반적으로 고가로 되기 쉽다는 것이다.
11. 초음파 Motor
초음파 모터는 자석이나 권선을 필요로 하지 않느 새로운 형의 구동원이다. 작동원리는 복수의 압전 세라믹을 사용하고 이것에 고주파 전압을 가하여 압전 세라믹을 진동시킨다. 그리고 이 진동력에서 탄성체, 마찰판을 거쳐 일정 방향의 구동력, 즉 회전력을 얻는 것이다. 또 그 구동력은 회전형 외에 직진형(린니어 구동형)도 있다. 앞에서 초음파 모터는 새로운 형의 구동원이라고 하였는데, 종래 모터라고 하면 자석이나 권선을 사용하는 전자기의 모터를 지칭하였다. 그런데 이 초음파 모터는 20kHz 이상의 초음파 영역을 사용하는 전기력 모터인 것이다. 초음파 모터의 용도는 저속 회전에서 큰 힘을 필요로 하는 다이렉트 드라이브용 또 자기 에너지를 싫어하는 장치의 구동원, 또는 초소형 사이즈의 구동원, 버니어 구동(미크론 단위의 미소 구동원) 등에 이용되고 있다. 초음파 모터에는 정재파 방식과 진행파 방식이 있으며 일반적으로는 후자의 진행파 방식이 이용되고 있다. 진행파 방식이란 압전 세라믹스를 금속의 탄성체에 맞붙인 스테이터와 로터부를 마주 접촉시켜 탄성체에 발생하는 종파와 횡파에 의한 진행파에서 구동력을 얻는 방법이다. 또 초음파 모터느 그 진동 주파수에 20kHz 이상의 초음파를 사용하고 있으며 이것은 모터 내부에서 그 배부분이 회전력으로 변환되기 때문에 인간이나 기타 생물에게 해르 주는 일이 없다.
12. 슬롯형과 슬롯리스 Motor
모터의 전기자에는 얼마간의 권선을 필요로 하며 철판을 쳠 장 겹친 철심에 슬롯(홈)을 부착하고 여기에 코일을 감아 넣은 형식의 모터르 슬롯형 모터(Slotted type Moter)라고 한다. 이 모터는 구동용 코일을 직접 슬롯 안에 감아 넣기 때문에 보빈은 필요없고 게다가 구조는 매우 단단하게 된다. 그러나 돌극구조이기 때문에 코깅이 발생하고 이것이 토크 변동, 회전 변동 특성에 나쁜 영향을 주게 되는 단점도 있다. 한 편 슬롯이 없는 노터 이른바 슬롯리스 모터(Slotless Motor)는 철심 등에 슬롯이 없고 코일도 본딩 와이어(자기 융착선)를 사용하여 자립 형성하고 있다. 또 슬롯리스 모터는 어떤 위치에 있어도 균일한 자기 흡인력을 받기 때문에 코깅 현상이 없다.
13. 기어드 Motor
기어드 모터(Geared Motor)는 모터의 회전축에 기어 등의 감속 기구를 부착한 것이며 이것에 의해 모터 단체로는 얻을 수 없느 저속 회전이 실현되거나 큰 토크를 발생시킬 수 있다. 또 기어(감속 기구)는 어떤 모터에도 부착할 수 있고 바꿔 말하면 어떤 모터라도 기어드 모터가 될 수 있는 것이다. 그런데 모터는 고속 회전시킬수록 효율이 좋고 경제성도 높아진다. 그 때문에 필요로 하는 회전수의 수십배, 수백배로 모터를 회전시키고 여기에 기어를 짜맞추어 감속하며 최종적으로 목적으로 하는 회전수를 꺼내고 있다(발전기 등은 기어로 증속할 수도 있다).
기어가 부착된 모터의 경우 기어에 의한 감속에 대응하여 그 토크도 증대되므로 비교적 소형의 모터에서도 쉽게 큰 토크를 얻을 수 있다. 기어드 모터의 응용 예로는 카메라에 사용되고 있는 필름 자동 감기 장치, 자동차의 시동 모터, 전동 드라이버, 그 밖에 큰 토크를 필요로 하는 여러가지 장치에 폭넓게 사용되고 있다. 또 기어드 모터의 종류로는 래크와 피니언을 물리게 한 직진 운동(왕복 운동)형, 윔 기어형, 유성 기어형 등이 있다.
14. 스캐너용 Motor
모터의 명칭은 전원의 종류, 구조, 크기, 성능, 사용 목적 등에 의해 여러가지 호칭법이 있느데 여기서 설명하느 스캐너용 모터는 사용 목적에 의한 명칭이다. 정보 기기에서는 스캐너라고 하는 말을 자주 듣게 되는데 이것은 모터의 회전축에 폴리건 미러(다면 거울)를 설치하고 이 거울로 레이저 빔을 선모양으로 달리게 하는 주사장치이다. 스캐너용 모터는 사용 목적에 의한 분류이기 때문에 모터의 구조와 직접적인 관계가 없다. 그러나 그 요구 정밀도가 매우 엄격하기 때문에 모터이면 어떤 것이나 좋다고 할 수 없다. 따라서 스태너용 모터로 사용되는 것은 AC 구동의 싱크로너스 모터(히스테리스 싱크로너스 모터)나 DC 구동의 브러시리스 모터에 한정되어 있다. 어느 것이나 엄격한 지터 특성이 요구되고(0.01% 이하), 또 모터 설치부, 미러 설치부에도 엄밀한 가공 정밀도(수 micro meter)가 요구된다. 이 모터는 스캐너용 이외에 레이저 프린터, 복사기, 팩시밀리 등에도 사용되고 있다.
15. 인코더 부착 Motor
인코더를 간단히 설명하면 여러가지 정보를 보호화 하는 일종의 변환기라고 말할 수 있다. 인코더의 종류에는 그 구조에 따라 리니어식 인코더, 로터리식 인코더가 있으며 각각 리니어 모터, 회전형 모터에 사용되고 있다. 기타 인코더의 기능 분류로서는 인크리멘터리형과 앱솔루트형이 있다. 인크리멘터리형은 회전축의 회전 각도를 출력 펄스의 형으로 변환하는 방식이고 한편 앱솔루트형은 회전축의 위치를 2진 또는 2진화 10진수 등의 부호로 변환하는 방식이다. 또 인크리멘터리형은 회전량의 변화는 검출할 수 있으나 절대적인 위치느 검출할 수 없다. 이 때문에 Z축 신호를 별개로 빼내고 여기에서의 변화를 카운트하여 정확한 위치를 구하도록 연구되어 있다. 이와 같은 인코더가 부착되어 있는 모터를 인코더 부착 모터라고 한다. 인코더의 역할은 회전축에 설치된 슬릿 원판(부호판)의 회전에 의해 A, B, C상의 회전 신호를 빼내고 이들의 신호에서 정확한 위치, 회전량, 속도 제어를 하는 것인데, 인코더 부착 모터는 일종의 서보모터라고 할 수 있다. 또 인코더 부착 모터의 주요한 용도는 공업용 로봇, 공작 기계, 가종 제어 장치 등에 폭넓게 사용되고 있다.
'동력과 에너지 > Motor' 카테고리의 다른 글
| 모터의 전달함수 구하기 (0) | 2016.10.24 |
|---|---|
| 극수변환모터 (0) | 2016.06.28 |
| thermogaurd (0) | 2016.06.28 |
| 전동기의 보호 방식과 절연 등급 (0) | 2016.06.28 |
| 전동기의 출력 회전수 (0) | 2016.06.28 |
열교환기 구조/기능













































































원통다관식 열교환기





















































'동력과 에너지' 카테고리의 다른 글
| 열교환기 구조/기능 (0) | 2016.12.12 |
|---|---|
| 원통다관식 열교환기 (0) | 2016.12.12 |
| 열과 일 (0) | 2016.10.24 |
| LS 고압 인버터 (0) | 2016.10.24 |
| 인버터 시장 전망 (0) | 2016.10.24 |
모터의 전달함수 구하기


































'동력과 에너지 > Motor' 카테고리의 다른 글
| 모터의 종류 (1) | 2025.04.09 |
|---|---|
| 극수변환모터 (0) | 2016.06.28 |
| thermogaurd (0) | 2016.06.28 |
| 전동기의 보호 방식과 절연 등급 (0) | 2016.06.28 |
| 전동기의 출력 회전수 (0) | 2016.06.28 |

자연과학에서 가장 많이 사용되는 용어 중의 하나는 아마도 에너지일 것이다. 에너지는 '일을 할 수 있는 능력'으로 정의한다. 우리가 자주 사용하는 에너지에 관한 얘기에는 "우주의 에너지는 보존된다."라는 말도 있고, 에너지 개발이나 고갈 그리고 절약이라는 말도 있다. 얼핏 생각하면 서로 모순적인 이런 표현은 에너지에 대한 이해가 충분하지 못하기 때문에 나온 말이다. 에너지는 자연현상이 발생하는 근본 원인 중 하나로, 이처럼 다양한 표현에서 사용하는 에너지를 제대로 이해하는 것이 자연현상을 설명하고, 이용하는 데 큰 도움이 된다.
자연환경에서 일어나는 물리∙화학적 변화를 위해서는 열과 일이 필요하다

인류는 자연계에서 일어나는 변화를 이용하여 열(heat)을 얻고 일(work)을 하면서 삶을 영위한다. 앞에서 말한 변화는 물질을 구성하는 분자는 변하지 않고 단지 물질의 모양이나 상태가 변하는 '물리적 변화'와 분자가 다른 것으로 변하는 '화학적 변화'를 모두 포함한다. 천연가스나 석유가 타는 것은 화학적 변화이고, 이때 나오는 열로 난방을 하고 자동차를 움직이게 하는 일 등을 할 수 있다. 한편 높은 위치에 있는 물이 떨어지는 물리적 변화로 인해 수력 발전이 가능하고, 여기서 생산된 전기로 열을 얻거나 일을 하기도 한다. 섭취된 음식물의 생체 내 화학적 변화를 통해 우리는 열을 얻고, 몸을 움직이며, 일을 하기도 한다.

물이 떨어지는 물리적인 변화를 이용하여, 전기 에너지를 발생하는 수력발전소

열과 일의 정의는 사뭇 다르다

열은 물체가 흡수하면 물체 온도가 올라가게 하는 것을 말한다. 이때 흡수된 열의 양을 열량이라 하는데, 열량의 단위로 칼로리(cal)를 사용한다. 1cal는 물 1g의 온도를 1℃ 올리는 데 필요한 열량으로 정의한다. 일반적으로 어떤 주어진 물체 온도를 1℃ 올리는 데 필요한 열량을 열용량(heat capacity)이라 하며, 물체가 흡수한 열량은 열용량(heat capacity)과 변화된 온도(℃)의 곱으로 쉽게 구할 수 있다. 0℃의 얼음이 0℃의 물이 될 때처럼, 열을 흡수하여도 온도 변화가 없을 수 있다. 이때에 열은 물체에 숨어 있다고 생각하고, 숨은 열(latent heat)이라 부른다.
일은 다음과 같이 정의한다. 어떤 것에 힘(F)이 작용하여 거리 s만큼 이동하였을 때 일을 하였다고 하며, 일의 양은 F∙s로 주어진다. 기계적인 일의 경우, 힘은 질량과 가속도의 곱이므로 일의 단위는 kg∙m2/s2이고, 1kg∙m2/s2의 일을 1 줄(J)이라 한다.
줄은 실험을 통해, 열과 일이 같음을 보였다

줄(James Prescott Joule, 1818-1889)은 1843년에 열과 일은 상호 변환할 수 있고, 따라서 열과 일이 대등하다는 것을 실험적으로 보였다. 줄은 그림과 같은 장치를 만들고, 용기로 열이 들어가지 못하도록 단열하고 나서, 끈에 매단 물체가 중력에 의해 내려갈 때 물속에 있는 프로펠러가 회전하여 물이 데워지는 것을 관찰하였다. 물론 물은 일을 가하지 않고 열만 가해도 데워진다. 정밀한 실험 결과 열량 1cal는 일 4.184J에 해당함을 보였다. 이 실험 결과로 이제는 열과 일의 단위를 모두 줄(J)로 나타내기도 한다. 앞에서 보았듯이, 물의 상태를 나타내는 물의 온도를 높이기 위해서는 외부에서 열을 가하거나, 일을 해주어야 한다. 열과 일을 둘 다 해줄 때는 열 또는 일 한 가지만 해줄 때에 비해 적은 양의 열과 일로 동일한 효과를 얻을 수 있다. 물을 데운 방법에는 상관없이, 데워진 물은 온도만 같으면 모든 성질이 똑같다. 따라서 물의 상태에만 의존하는 어떤 고유한 성질이 열 또는 일에 의해 변했다고 볼 수 있으며, 이와 같은 고유한 성질을 내부에너지(E)라 한다. 어떤 상태 변화에서 내부 에너지의 변화량은 마지막 상태의 값과 처음 상태의 값의 차이이다. 그러나, 열과 일은 상태 변화가 어떤 경로에 따라 일어나는가에 따라 달라지는 '경로 의존 함수'이다. |
줄은 이 장치를 이용하여 열과 기계적인 일이 같음을 보였다(1843년).<출처:Ian Duster at en. wikipedia.com> |

열역학 제1법칙 : 고립계의 에너지는 변화가 없으며, 다만 형태가 변할 뿐이다

화학에서는 우리가 관심을 주는 대상을 계(system)라 하고, 계를 제외한 나머지를 주변이라 한다. 열역학 제1법칙은 계의 내부에너지 변화량(ΔE)은 계가 주변에서 받은 열(Q)과 계에 가해진 일(W)의 합으로 나타낸다.

계가 주변으로 열을 방출하거나 주변에 일하게 되면, Q와 W의 부호는 음(-)이 된다. 이는 계의 에너지가 감소할 때 일어난다. 이처럼 열과 일은 계의 에너지가 변할 때 계에서 외부로 (또는 외부에서 계로) 전달되는 것이다. 계의 에너지가 감소하는 과정에서 열이 전혀 방출되지 않으면 (Q=0), 계의 내부에너지 감소는 외부에 한 일(-W)과 같다. 따라서 내부에너지는 계가 일을 할 수 있는 능력이 된다.
내부에너지는 계가 갖는 모든 에너지의 합이다. 에너지는 열이나 일로 변환될 수 있는 모든 것을 말하는데, 여러 가지 형태로 나누어 구분하기도 한다. 변화되는 것이 무엇인가에 따라 핵∙화학∙위치 또는 물질 이름 등을 에너지 앞에 붙이거나, 에너지가 어떤 형식으로 있는가에 따라 빛∙전기∙표면∙운동∙열∙음향 등을 에너지 앞에 붙이기도 한다.
계가 주변에서 완전히 차단된 고립된 계에서는 계가 주변에서 열을 받거나 줄 수 없고, 또 주변에서 계로 일을 해주거나 계에서 주변으로 일할 수도 없다. 이 경우 Q와 W가 모두 0이 되므로, ΔE = 0, 즉 계의 에너지 총량인 E의 변화가 없다. 우주는 하나의 고립계로 볼 수 있다. 따라서 열역학 제1 법칙은 '우주와 같은 고립계의 에너지 보존 법칙'으로 볼 수 있다. 우주 안에서 어떤 변화가 일어나도, 우주의 에너지는 변화가 없으며, 다만 에너지 형태가 변할 뿐이다.
화학적인 일은 주로 압력과 부피가 변하는 반응을 말한다

일에는 여러 가지 종류가 있다. 화학에서 중요한 일은 압력(P)-부피(V) 일, 전기적 일(전위차 x 이동한 전하량), 표면 일(표면장력 x 늘어난 표면적) 등이 있다. 상태 변화나 화학 반응 등을 고려할 때는 대부분은 P-V 일만 고려하면 한다. 압력은 단위 면적당 작용하는 힘이다. 그림에서 보듯이, 외부 압력에 대항하여 부피가 팽창하는 것은 외부에 대해 일을 하는 것이고, 그 일은 PΔV가 된다. 따라서 다른 일이 없는 경우, 열역학 제1법칙은 다음과 같이 된다.

어떤 변화가 일어날 때의 부피 변화가 없으면 PΔV =0이므로, 내부에너지 변화량은 받은 열량과 같다. 예로 설탕이 연소할 때의 내부에너지 변화량(ΔE)은 설탕과 산소를 혼합시킨 것을 용기에 넣고, 반응을 유발하여 설탕을 연소하고 나서 용기 전체의 부피와 온도가 연소 전의 부피와 온도와 같게 하기 위해 주변에서 계로 가해져야 할 열량과 같다. 실제는 이 반응은 내부에너지가 감소하는 반응으로, 이의 감소량은 주변으로 방출되는 열량과 같다.

외부 압력에 대한 부피 팽창은 일은 라흔 넋임을 보이는 그림(왼쪽).
우리 주변에서 가장 쉽게 볼 수 있는 고립된 계는 보온병이다(오른쪽).
<출처:Denae Bedard at en. wikipedia.com>(오른쪽)

이처럼 어떤 변화를 부피가 일정하도록 한 상태에서 일으키고, 이때 주변에서 계로 가해지거나 계에서 주변으로 방출되는 열량을 측정하면 내부에너지 변화량을 구할 수 있다. 그러나, 우리가 설탕을 섭취하였을 때, 체내에서 연소하여 방출되는 열량은 연소 반응의 내부에너지 변화량과는 다르다. 왜냐면 체내에서의 연소는 일정 부피 하에서 일어나는 것이 아니고, 일정 압력 아래에서 일어나기 때문이다.
자연계에서는 일정 압력 하에서의 변화가 더 많다

자연계에서의 대부분의 변화는 대기압(1기압)하에서 일어난다. 따라서 일정 부피에서 일어나는 변화보다는 일정 압력에서 일어나는 변화에서 얼마의 열과 일을 얻을 수 있는가를 아는 것이 실제적으로는 더욱 중요하게 된다. 이는 엔탈피(enthalpy)를 도입하여, 열역학 제1법칙으로부터 쉽게 유도할 수 있다.

글 박준우 / 이화여대 화학‧나노과학과 교수
서울대학교 화학과를 졸업하고 템플대학교에서 박사학위를 받았다. 현재 이화여대 화학‧나노과학과 교수이다. 저서로 [인간과 사회와 함께한 과학기술 발전의 발자취]가 있고, 역서로 [젊은 과학도에 드리는 조언] 등이 있다.
발행일 2010.03.04
원본 위치 <http://navercast.naver.com/contents.nhn?contents_id=2174&path=|453|489|&leafId=636>
'동력과 에너지' 카테고리의 다른 글
| 원통다관식 열교환기 (0) | 2016.12.12 |
|---|---|
| 열교환기 설계이론 (0) | 2016.12.12 |
| LS 고압 인버터 (0) | 2016.10.24 |
| 인버터 시장 전망 (0) | 2016.10.24 |
| 인버터가 모터보다 적은 경우 (0) | 2016.10.24 |
LS고압인버터
HomeProduct드라이브솔루션Inverter(AC Drive)LS고압인버터

LSMV-M1000/M1000A
[Compact Size/높은 신뢰성/Energy Saving/사용자중심 Interface]
LS산전 고압드라이브는 최신기술이 적용된 Compact한 통합 시스템으로
구성되며 고효율, 고역률을 통한 최적의 Energy Saving Solution을
구현합니다. LS산전 고압드라이브는 사용자중심의 Interface로 구성되어
손쉽게 운전의 조작이 가능하고 원하는 정보를 Display하여 고객의 편의를
극대화하고 있습니다. LS산전 고압드라이브는 입증된 신뢰성/경제성을
기반으로 가스, 수처리, 조선, 발전, 시멘트 산업 등의 다양한 분야에서
최적의 Solution을 제공합니다.
제품 설명
MV Drive Series | LSMV-M1000 | LSMV-M1000A |
전압 | 3kV/4kV/6kV/10kV/11kV | 3kV/6kV |
용량 | 200kVA~12,500kVA | 200kVA~1,200kVA |
제어방식 | V/F, 센서리스 벡터 |
|
IP등급 | Standard IP21 (~IP42 옵션) |
|
규격 | CE, UL(진행중) |
|
주파수 | 50/60Hz |
|
특징
전원 품질 향상
- 다권선 위상차 변압기 적용에 따른 입력부 전원품질향상 및 고조파 외형율(THD) 개선
- Extended Delta 방식의 변압기와 Separated-Type Multipulse Rectifier를 적용함으로써 입력 전류의 THD(Total Harmonic Distortion)를 크게 낮추었으며 IEEE-519_1992 기준을 만족
- 정현파에 가까운 입력 전류를 사용하므로 입력단에 별도의 고조파 필터나 능동 필터 불필요
- 출력부 멀티레벨 PWM방식의 정현파 출력 실현
- 기존 모터 및 케이블 사용 가능으로 쉽게 기존 시스템 적용 가능
- 인버터-모터간 케이블 길이에 의한 전압반사의 영향이 매우 적음
- 고압 Drive 사용으로 인한 전동기의 기계적 스트레스를 최소화하며, 별도의 정현파 필터 불필요
Energy Saving
- 부하에 대한 최적 속도 제어 통해 에너지 절약 및 손실 최소화
- 높은 운전 효율 및 역률 보장
- 별도의 역률보상기기 없이 자체 시스템으로 95%이상의 높은 역률 구현 가능
- 입/출력 필터 없이 드라이브 단독 시스템 구성으로 시스템 효율 향상
Compact Size
- 방열해석 및 회로/기구 최적화 설계를 통하여 Compact한 시스템 구현
Cell Bypass 기능
- 운전중 임의의 Cell이 고장난 경우, 고장 Cell을 자동으로 바이패스함으로써 연속운전 가능
Flying Start 기능
- 회전하고 있는 전동기의 속도를 자동으로 추정하여 목표 주파수까지 트립 발생 없이 안정적으로 기동
순시정전 보상 기능
- 드라이브 운전 중 정전 발생시, 드라이브를 정지시키지 않고 부하가 가진 기계적 에너지를 드라이브로 회생시켜 5 Cycle 동안 연속운전이 가능
동기절체 기능(Synchronous Transfer)
- 모터전원을 고압드라이브에서 상용전원으로 변경하거나(바이패스 모드), 상용전원에서 고압드라이브로 변경하는(드라이브 모드) 기능
사용자 중심 Interface
- 사용자 편의를 극대화한 고해상도 HMI 모니터링 시스템 제공
- Communication
- 기본 내장 PLC를 통한 고객 전용화 대응 가능(I/O확장성 등)
- 다양한 필드버스 통신을 제공하여 시스템 호환 편의성을 제공 ( Profibus, DeviceNet, Modbus, Metasys N2, LS BUS(RS485) )
결선도
외형도
Spare Parts List
전류별 CELL










부품명 | 모델명 | 비고 |
53A 셀 | PCM-630V53A, PCM-630V53A-B | 50Hz / 60Hz |
88A 셀 | PCM-630V88A, PCM-630V88A-B |
|
105A 셀 | PCM-630V105A, PCM-630V105A-B |
|
175A 셀 | PCM-630V175A, PCM-630V175A-A |
|
260A 셀 | PCM-630V260A, PCM-630V260A-A |
|
350A 셀 | PCM-630V350A |
|
438A 셀 | PCM-630V438A |
|
657A 셀 | PCM-630V657A |
|
PCB 및 제어 전원 용 SMPS
부품명 |
| 모델명 | 비고 |
Cell | 제어보드 | PCB ASS'Y, CONTROL, MV-CELL | - |
| SMPS 보드 | PCB ASS'Y, SMPS, MV-CELL | 셀용량에 따라 달라집니다 |
Master | 제어보드 | PCB ASS'Y, CONTROL, MV-MASTER | - |
| 아날로그 입력 보드 | PCB ASS'Y, ANALOG INPUT, MV-MASTER | - |
| 아날로그 출력 보드 | PCB ASS'Y, ANALOG OUT, MV-MASTER | - |
| 광통신 보드 | PCB ASS'Y, OPTIC, MV-MASTER | - |
| 디지털 입/출력 보드 | PCB ASS'Y, DIGITAL I/O, MV-MASTER | - |
| 전압 센싱 보드 | PCB ASS'Y, VOLTAGE SENSING, MV-MASTER | - |
±5V 전원 공급장치 |
| VSF50-EE | - |
±15V 전원 공급장치 |
| VSF50-EE | - |
±24V 전원 공급장치 |
| VSF75-24 | - |
관련 자료
문의 자료
국내 인버터 산업 현황 및 전망은?
글 / 임향묵 기자 mwpkorea@yahoo.co.kr |
|
1. 인버터란 인버터란 모터(3상 유도 전동기)의 속도를 변화시키는 장치로 에너지 절약, 공장자동화 합리화에 필수불가결한 장치를 말한다. 인버터의 특징으로는 주파수와 전압을 가변하여 모터의 속도를 제어하는 방식으로 0.5ZH에서 40HZ까지 다양하게 변화시킬 수 있으며, 에너지 절약 분야, 전기자동차, 엘리베이터, 전철 등의 민생분야, 섬유기계, 공작기계, 반송기계, 공장프로세스라인 등의 공장자동화 분야 등에 쓰이고 있다. 이러한 인버터는 지난 1950년대 미국의 GE에서 사이리스터 방식으로 처음 개발되어 시장에 등장하였는데, 처음 공장자동화 분야를 중심으로 수요가 급속히 늘어나면서 이제는 가장 널리 사용되는 전동기 가변속기기가 됐다. 국내에는 80년대 초반 생산성 및 품질 향상을 목적으로 공장자동화 기기를 대상으로 사용되다가 점차적으로 에너지 절약의 중요성이 부각되면서 생산성 및 품질향상 외에도 에너지 절약을 목적으로 사용되고 있다. 인버터는 사용용도에 따라 전용인버터와 범용인버터로 나눠지는 경우가 대부분이며, 전용인버터의 경우 무정전전원장치, 유도가열장치, 용접기의 응용 등 산업구분 용도에 따라 제작되어 그 산업의 특성에 맞는 전용인버터를 제작, 사용하게 된다. 이에 반해 범용인버터의 경우 산업플랜트 등의 공장설비에서부터 공작기계, 가정용에 이르기까지 광범위하게 활용되고 그 종류도 상당히 많다. 인버터를 적용하기 위해서는 사용자가 사용자 특성에 맞는 인버터를 선정하는 것이 상당히 중요한 과제다. 전용인버터는 특정한 특성을 위해 제작된 인버터로서 불특정 사용자 다수를 위해 제작되거나 필요산업에서 용도에 맞게 제작, 사용자에 의해 공급자가 조정이 필요한 인버터(벡터제어형인버터 등), 사용자로서는 취급을 할 수 없는 정도의 대용량인 인버터(전압형GOT인버터, 용량이 400Kw 이상인 인버터) 등 용도별, 부하 특성별, 운전형태, 시스템 형태에 알맞게 설계?적용되어지는 것을 전용인버터로 분류하고 있다. 인버터는 사용전원의 일정전압과 일정주파수를 입력으로 시스템자체서 교류를 직류로 변환하여 다시 직류를 교류로 전압과 주파수를 가변하여 교류전동기의 가변속도 제어 및 전력을 가변속 할 수 있어 광범위한 산업분야에서 각광받고 있다.
2. 주요 핵심기술 (1) 센서리스 벡터제어관련 기술 센서리스 벡터제어 기술은 수 년간 인버터관련 핵심기술로서 부각되어 왔으나, 기존에는 Encoder 가격, 배선의 번거로움 및 노이즈 문제 등으로 고성능이 필요한 분야에 한정되어 사용됐다. 그러나 최근의 제어알고리즘과 마이크로 프로세서 기술의 발전은 센서리스 벡터제어기술의 진보를 가져왔다. 센서리스 벡터제어기술은 다음과 같이 나눌 수 있다.
① 변수 추정 기술 변수 추정 기술은 Off-line tuning과 On-line tuning으로 나눠지는데, 이는 모두 유도전동기의 내부 변수들인 고정자 저항, 회전자 저항, 상호 인덕턴스, 누설인덕턴스, 자기포화양 등을 계산하는 과정이다. 이 과정이 정확하게 이뤄져야만 속도 추정 성능이 구현 가능한 것으로, 과거에는 이러한 계산을 위한 별도의 운전과정 즉, Autotuning운전을 통해 계산 한 후 모터의 실제응용운전에 사용했다.
② 속도 추정 기술 속도 추정 기술은 인버터의 전압과 전류만으로 모터의 운전속도를 계산하는 방법으로서 기존의 속도센서를 대체하기 위한 필수적 기술로 속도제어범위, 토크내량, 속도오차량, 속도제어기대대역포 등 4개의 항목의 의해 성능이 평가된다.
(2) 전력변환 기술 ① 전력스위칭 소자 전력스위칭 소자는 인버터 기술의 또 다른 중요한 핵심으로서 오늘날과 같은 인버터산업의 발전은 전력스위칭 소자의 발전에 힘입은 바가 매우 크다고 할 수 있다. 현재 스위칭 소자는 IGBT가 일부 대용량을 제외하면 거의 대부분의 인버터에서 사용되고 있다. IGBT를 내장한 IPM은 기존의 Gate driver기능과 보호기능 외에 전류센서 등의 주변기능을 함께 포괄하는 형태로 발전해 나가고 있다.
② 펄스폭변조(PWM) 변조기법 마이크로 프로세서의 응용은 과거 아날로그 PWM방식에서 쓰이던 단순 비동기 sine-삼각파 PWM방식을 지양하고 매우 발전된 방식을 채용하고 있다. SPACE 벡터 변조의 경우 기존 방식보다 전압이용률이 높고 고조파 함유율이 작다는 이점을 가지며, 불연속 변조기법을 도입한 인버터도 늘어나고 있는 추세다. 불연속 변조기법에서는 전류의 크기에 따라 스위칭 안하는 구간을 선택하는 방법에 의해 더욱 더 열손실을 줄일 수 있으며 이러한 변조기술 또한 인버터의 소형화를 위해 필수적이다. PWM변조기법 중 대용량 및 고속모터를 중심으로 한 3-레벨 인버터를 들 수 있다.
(3) 전원회생 및 고조파/역률 관련 기술 기존 인버터의 전원측은 대부분 다이오드 정류방식에 의한 것인데 고조파 왜곡이 많다는 문제점을 갖고 있다. 따라서 이러한 왜곡에 의한 국내외적인 규제 및 실제 현장에서의 트러블 발생에 따라 인버터의 노이즈 및 고조파 억제가 중요한 사안이 되고 있다. 최근에는 이러한 고조파 억제를 위해 DC link Reactor를 장착하여 역률을 개선하는 인버터가 선보이고 있다. 이 제품은 입력 고조파 억제 이외에도 주정류 Capacitor의 리플 전류를 줄임으로서 인버터의 수명 향상에 기여하고 있다.
(4) 인터페이스(Interface) 기술 최근 산업전자제품의 네트워크화의 급속한 진전에 따라 인버터도 이에 대응하는 제품들이 꾸준히 출시되고 있다. 기존의 단자대, 입출력 모듈, 릴레이 접점 등이 모두 직렬(serial) 통신에 의해 대체되고 있는 추세에 부응하기 위한 것이라 할 수 있다. CPU의 성능향상으로 정보의 전송속도도 빨라지고 온라인으로 정보 교류가 가능해짐에 따라 인버터 내부의 상태 및 지령 전달 등을 상위제어기에서 시행함으로써 종합적인 운전이 가능토록 네트워크 카드 등이 장착된 인버터가 늘어나고 있다.
3. 국내 인버터 산업 현황 세계적으로 전기에너지에 대한 수요와 공급의 불균형으로 에너지 절약의 일환으로 인버터에 대한 수요가 급증하기 시작했다. 특히 1973년 제1차 에너지 파동과 1979년 석유파동(제 2차 에너지 파동)을 계기로 산업기계나 설비 구동원으로서 에너지 절약 효과를 높이기 위한 개발이 가속화됐다. 즉, 인버터를 이용한 에너지 절감효과가 크다는 인식이 확산되어 정부 및 관련기관에서도 에너지 절약설비 중 가장 효과적인 것으로 인버터를 선정하며 인버터확산 사업을 추진했다. 90년대 국내 인버터 시장은 국내 기술력이 세계수준에 미치지 못하는 상황에서 국내 업체 및 시장을 보호하고자 정부에서 수입선다변화제도를 시행하기에 이르렀다. 이 제도에 의해 인버터의 경우 해외업체에서 직접적인 판매를 할 수 없게 됐다. 결국 당시 국내 인버터 제조업체인 LG산전, 현대중공업, 삼성항공 등에서 외국회사와의 기술제휴를 통해 생산판매를 해야만 했던 시기다. 그 후 2000년대 들어 외국업체들의 직접 판매가 가능하게 되면서 국내시장에 수입업체들의 진출이 활발하게 이뤄지고 있다. 인버터는 기술적인 부분에 있어서도 과거 트랜지스터를 쓰던 것에서 IGBT라는 신소자로 대체되고 있으며, 제어자체도 고정밀 고기능으로 변화하여 단순히 모터를 구동하는 것이 아닌 기계 특성에 맞게 아주 세밀한 제어가 가능하게 됐다. 한편, 인버터 업계관계자들에 따르면 2008년 국내 인버터 시장은 약 1300~1400억원으로 추정되고 있다. 이 가운데 고압 인버터 및 특수 인버터 시장을 제외한 일반 범용 인버터 시장의 경우 약 500억원 안팎으로 나타났다. 국내 인버터 시장은 처음 도입된 80년대 이후 90년대 이르기까지는 매년 20~30%의 꾸준한 성장을 보여 왔으나, 최근 몇 년 동안은 성장세가 미미한 수준으로 주춤한 모습을 보이고 있다. 현재 국내 인버터 시장은 30~40% 이상의 점유율을 보이며 가장 큰 시장을 차지하고 있는 LS산전을 비롯한 국내 제조업체들과 야스카와, 지멘스, 로크웰, ABB, 댄포스, 미쓰비시 등의 수입업체들이 경쟁하고 있는 추세로, 아직까지는 국내 업체들의 점유율이 다소 높은 것으로 추정되고 있으나 향후 그 격차는 더욱 줄어들 것으로 보이고 있다.
4. 국내 인버터 산업의 당면과제 인버터는 모터가 쓰이는 산업에 있어서는 거의 다 사용되고 있을 정도로 산업 전반에 큰 영향을 주어왔다. 과거 팬이나 펌프에 많이 사용되었으며, 자동화 산업 발전의 큰 혁신을 불러 온 계기를 가져옴에 따라 공장 자동화 기계도입으로 무인화되어 가면서 일 처리 능률 상승, 생산 속도 상승, 불량품 감소 등 업무효율이 개선됐다. 또한 에너지 절감에 큰 역할을 하여 에너지를 만들기 위한 공해를 줄이는 친환경산업으로써 도움을 주며 많이 보편화됐다. 이처럼 산업과 밀접한 연관을 갖는 인버터 산업이 계속 활성화되기 위해서는 현재의 경기침체가 해소되어 생산을 위한 기계 설비투자가 이뤄져야 한다. 그러나 현재 국내 인버터 산업은 국내 시장이 이미 포화상태가 되어 업체간의 경쟁이 심화된 가운데 세계적인 경기 불황으로 인해 기업의 설비 투자가 감소, 그로 인한 인버터 시장의 감소 및 정체로 인한 문제점을 보이고 있다. 또한, 금액적인 증가를 보이지 않는 문제에 대해 가이오산업㈜의 김무환 부장은 업체들의 가격덤핑으로 인해 수량이 늘어도 금액적인 시장 증가가 이뤄지지 않는다는 의견을 보였다. 그에 따르면 국내 인버터 시장은 특히 고효율 인버터에 대해 지나치게 저렴한 가격으로 판매하고 있어, 고효율 인버터의 수량이 매년 꾸준히 증가하고 있음에도 불구하고 현실적으로 금액적인 수치가 늘어나지 않는 상황인 것이다. 한편, 국내 인버터의 기술적인 부분에서의 문제점을 살펴보면 국내 업체가 범용인버터에 있어서는 수입제품과 비교해 뒤처지지 않을 만큼의 경쟁력을 갖추고 있지만, 여전히 수입제품에 비해 어플리케이션의 제한이 크다는 것이다. 현재 국내 인버터 시장에서의 점유를 살펴봐도 전체적인 시장 점유는 국내 업체가 절반 이상의 많은 부분을 차지하고 있지만, 특수 인버터 시장에 한해서는 대부분 수입업체가 차지하고 있다는 것에서 이러한 문제를 확인할 수 있다.
5. 국내 인버터 산업의 육성방안 위에서 언급했듯이 국내 인버터 산업 시장은 이미 포화상태로 인해 업체간의 경쟁이 치열해짐에 따라 과다경쟁으로 인한 가격덤핑과 더불어 세계적 경기 침체로 인한 산업 설비 투자 감소로 인한 어려움의 이중고를 겪고 있다. 인버터 시장이 활성화 되기 위해서는 우선 전반적인 산업 활성화가 가장 우선되어야 하지만 이는 인버터 업체가 할 수 있는 사항은 아니라고 봤을 때 업체 스스로 어려움을 타개하기 위해서는 포화상태인 국내 내수시장에서 벗어나 새로운 시장 개척을 모색해야 한다고 본다. 국내 시장은 포화된 상태에서 새로운 수요처 개발을 하지 못하는 상황에서 수요창출을 위해 세계시장으로의 진출에 보다 적극적으로 모색해야 할 것이다. 세계시장 진출은 새로운 시장 개척 외에도 해외 업체들과의 경쟁을 통해 기술발전을 이룰 수 있는 계기도 마련 되어 질 것이기 때문이다. 한편, 인버터 산업은 에너지 절감 부분에 있어 고효율 인버터 시장에 있어 정부의 정책 지원이 절대적이라 할 수 있다. 이처럼 정부의 지원책이 산업 활성화에 있어 큰 역할을 하는 만큼 기업의 투자 확대가 이루어질 수 있도록 정부의 지원이 지속적으로 필요한데 지난해에는 많은 부분에 있어 지원이 감소되는 모습을 보였다. 특히 정부에서는 태양광 등 친환경 관련 에너지 절감에 대한 인버터 관련 투자를 많이 하고 있지만, 저압인버터에 한해서만 적용하고 있는데 실질적으로 고압인버터, 대형인버터에 대한 지원도 필요하다. 인버터로 인한 에너지 절감은 어느 제품이나 당연하지만, 저압인버터로 인해 얻는 절감 효과는 같은 퍼센트의 효과라도 해도 고압인버터 및 대형인버터에 비해 미미한 것이 사실인 만큼 앞으로 고압인버터 및 대형인버터에 대한 정부의 지원이 절실히 요구되어진다.
6. 국내 인버터 산업의 향후 전망 인버터는 과거 팬이나 펌프 등에 많이 사용되며 에너지 절감에 따른 효율성 등으로 산업 전반에 많은 영향을 주었으나, 어플리케이션에 있어 상당히 제한적이어서 고 특성을 요하는 부분에 있어 커버가 되지 않는 경향이 있었다. 그러나 최근에는 인버터가 커버 가능할 만큼 기술발전이 상당히 이뤄진 상태라고 할 수 있으며, 앞으로도 새로운 분야로의 발전 가능성 역시 높다고 할 수 있다. 국내 인버터 시장 규모는 앞에서도 언급했듯이 처음 국내에 도입된 80년대 초반부터 90년대 후반까지는 매년 꾸준히 20~30% 가까운 성장세를 보여왔으나, 최근 몇 년 동안은 전체 시장 규모가 1300~1500억원 수준에 머무르고 있는 상황이다. 이와 같은 상황은 시장 규모의 포화상태로 인한 시장 정체 등 여러 가지 원인이 있겠지만, 세계적인 경기 불황으로 인한 산업 설비 투자의 감소가 하나의 원인으로 지목되는 것도 사실이다. 이러한 상황을 봤을 때 올해는 지난해보다 더욱 경기가 좋지 않을 것이라는 각계 전문가들의 의견에 따라 다른 산업과 연계되어 발전되는 인버터 산업의 특성상 올해 국내 인버터 산업 역시 어려운 상황에 직면해 있다고 봐야 할 것이다. 인버터 업계관계자들에 따르면 올해 국내 인버터 시장은 지난해보다 20% 이상 감소되거나 비슷한 수준이 될 것으로 전망하고 있다. 그러나 한편으로는 이처럼 어려운 상황 속에서도 지난해와 비슷한 수준을 전망하는 것은 에너지 절약 및 환경 문제 관련이 세계적인 이슈로 부각되면서 그에 따른 친환경 인버터가 지속적으로 성장할 것이라는 예상 때문이다. 또한, 범용 인버터 시장과 전용 인버터 시장이 비슷한 시장 점유를 보이고 있는 가운데 고객의 특성에 맞춘 전용 인버터로의 발전이 더욱 두드러질 것으로 내다보기 때문이다. 따라서 국내 인버터 제조업체들도 이와 같은 세계적 추세에 맞춰 제품과 조직의 전문화를 구성해 보다 안정적으로 고객의 특성과 니즈에 맞춘 적합한 제품을 생산?공급해 국가적 경쟁력을 갖출 수 있도록 노력해야 할 것이다. |



인버터가 모터보다 적은 경우
- 인버터용량이 모타용량에비해 모자라는데(인버터15kw모타16kw)
이러한경우 발생할수있는문제점을 알려주시면 감사하겠습니다
그리고 제동저항용량에관해서도알고싶습니다
sviv110인버터 메뉴얼에는 제동저항을 2400w를 장착하게되어는데
1000w 만 장착되면 발생할수있는 문제점도 알려주시면 감사하겠습니다 - 안녕하세요?
인버터용량이 모터용량보다 작으면 모터 정격에서조차 트립이 발생할 수 있습니다.
모터에 걸리는 부하가 인버터 정격전류보다 레벨이 낮다면 별 문제없이 사용할 수 있습니다만
권하지는 않습니다.
제동저항에 있어서 와트수는 정격이상을 사용하셔야 합니다.
그렇지 않을 경우 제동효과가 없습니다.
감사합니다. - 안녕하세요?
LG산전입니다.
인버터 용량이 모터 용량보다 작을경우 문제는 인버터가 모터를 구동시킬 수 없다는 점입니다.
그러나 이러한 문제는 철저하게 부하에 달려 있읍니다.
즉 부하가 적을 경우에는 충분히 구동시킬 수도 있으나 ..부하가 크면 여러가지 Trip이 발생해서 결국은 모터를 구동시킬 수가 없는 것이지요..
제동저항에 관해서...
1000W 만 장착하면 제동저항이 소손될 우려가 다분하므로 절대 권장해 드리고 싶지 않네요...
감사합니다.
